
GD&T Symbol: 
Relative to Datum: Optional
MMC or LMC applicable: No
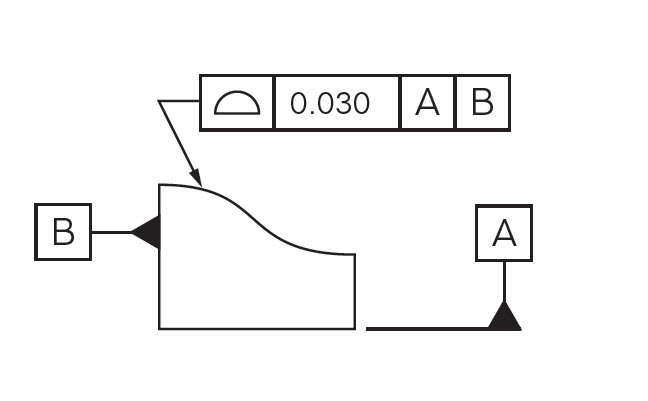
Drawing Callout:
Description:
Profile of a surface describes a 3-Dimensional tolerance zone around a surface, usually which is an advanced curve or shape. If it is called out on a curved surface, like a fillet on a welded part, the entire surface where the radius is has to fall within the tolerance zone. Profile controls all the points along the surface within a tolerance range that directly mimics the designed profile. Any point on the surface would not be able to vary inside or outside by more than the surface profile tolerance. Usually, when surface profile is required, there are no tolerances on the dimensions that describe the surface and use the GD&T callout to give the acceptable range.
GD&T Tolerance Zone:
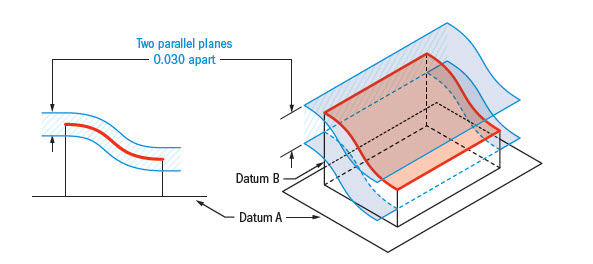
3-Dimensional tolerance zone existing of 2 parallel surface curves that follow the contour of the surface profile across the entire length of the surface. This tolerance zone may or may not be referenced by a datum.
Gauging / Measurement:
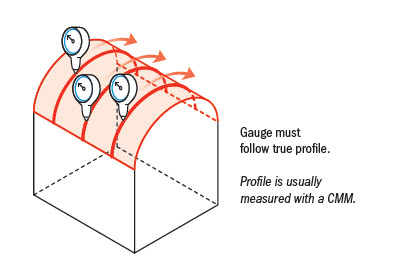
Profile is usually measured using a CMM due to the complexity of some of the surfaces that are called out. The CMM would compare the 3D scan of the profile to the dimensions called out on the drawing to see if it was in spec. If a simple surface is called out, such as a radius on a corner, a height gauge can be used to trace the part as long as the gauge can stay the same distance away from the surface as rotates around the surface.
Relation to Other GD&T Symbols:
Profile of a surface is the 3D version of profile of a line. The difference between them is that profile of a surface would cover the entire required surface, making sure that every point falls in the tolerance zone, not just at a cross-section.
When used without datums, Profile of a line can also be thought to be similar to flatness or cylindricity as these symbols are only more specific versions of the profile of a surface symbol. When used with datums, profile can mimic all the orientation symbols (perpendicularity, parallelism, angularity) and even control the location and size of a feature or surface. All of these tolerance symbols specify how much a surface of any geometric shape can vary from its true form. All of these symbols have a tolerance zone existing of parallel surfaces surrounding the measured profile.
When Used:
Profile is the catch-all symbol for surface control in Geometric Dimensioning and Tolerancing. If it cannot be controlled with another symbol, profile is your best bet. When used with datums it can control every aspect of a feature’s geometry which includes size, location, orientation, and form.
Profile of a surface can be used for advanced curved surfaces, such as when a surface curves in multiple axes at once. Commonly, casted parts call out surface profile when the surface is curved to control the amount of variation. Other uses could be an airplane wing, complex surfacing designs in automotive engineering, each requiring to fit between two parallel surfaces of the same shape to ensure the profiles are always consistent. Both profile of a line or profile of a surface can be called out on such surfaces, however, surface profile is more common.
Example:
If you have a curved surface and want to ensure that every point falls within a specific tolerance range, you would call out profile of a surface.
This could be considered an advanced curve that could only be controlled with the use of a profile tolerance. The entire surface 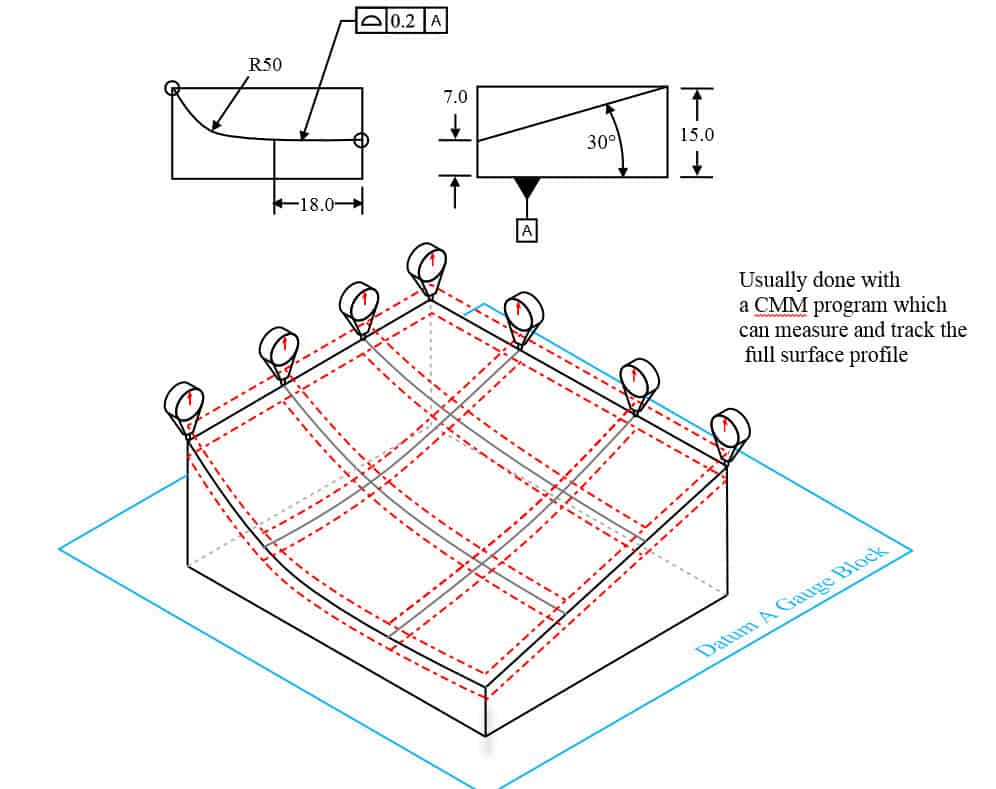 would have to be measured, usually with a CMM and then determined if the whole surface falls between the tolerance zones. Note: Profile only controls the variance of the points in relationship to each other along the surface, similar to the flatness tolerance.
would have to be measured, usually with a CMM and then determined if the whole surface falls between the tolerance zones. Note: Profile only controls the variance of the points in relationship to each other along the surface, similar to the flatness tolerance.
Final Notes to Remember:
Used with Surface Profile
Sometimes profile of a line is used in conjunction with profile of a surface. In these cases, the line profile tolerance will be tighter than the surface tolerance. This ensures that along any specific cross-section of the profile, the part will be tightly controlled, while at a looser extent, the total profile is also controlled.
Be The Go-To Engineer at Your Company
Learn GD&T at your own pace and apply it with confidence in the real world.
Get GD&T TrainingAll Symbols











































This information was useful for understanding of how GD&T works.
I have a drawing that calls out a profile tolerance on a specific surface. There are also single roadmap points on this surface. Do i use the profile tolerance for the points also?
Mike –
Surface profile by itself stops where there is an abrupt change in the surface contour of the part. Imagine a square with a circular top. If the profile is pointing towards the circular portion then the profile only applies to the curved surface. Likewise, if the surface profile is only pointing to the left leg of the square, then only the left square is controlled by the profile control. One way to extend the control of profile is to indicate on the drawing points, whether you label them 1, 2, 3 or A, B, C. Say for instance that you wanted to control only the square portion of the object, you would then add a leader line to the tangent points where the flat line meets the radius and label one side as A the other B. Have the surface profile control point to any one of the square surfaces and directly beneath it place A <---> B. This then indicates that the profile control is to extend from point A to B, inclusive of the surface indicated.
I hope this clarifies your understanding of how surface profile controls are used. Please keep coming back for more information and make use of the courses available at GD&T Basics!
Cheers,
Matt
Hi,
I would like to ask you how can a surface profile of a printed & transparent part be measured?
We have a rectangular black printed part. A transparent window exists on this part on which we need to measure surface profile on the edge of this window.
Could this be measured with O-Inspect Zeiss CMM or we need another measurement system?
Thank you in advance.
Goce
if the engineer calls out a thickness and a linear dimension both listed as basic dimensions and a profile max of say .010 would you follow tolerances in the title block for the two basic dimensions or ensure that you are within the profile
K –
I’m getting hung up by your statement of calling out a thickness and a linear dimension as basic. If you have a block and are dimensioning it twice from top to bottom your drawing is in error. Do you mean you are calling out, for instance, .250 stock material in the notes and then adding a basic dimension? If that’s the case beware that stock has it’s own tolerances and you can’t add additional requirements without violating them. It’s for this reason calling out stock should be used with caution and reference dimensions.
Anyway, if you are calling out basic dimensions to a surface there has to be tolerance from somewhere. This usually comes from a feature control frame on the drawing (your profile callout for instance). However, we frequently will have a generic profile tolerance called out in the notes to address things like surfaces. It just helps de-clutter drawings. The only thing that the title block tolerances should be used for are untoleranced, non-basic dimensions.
I hope this helps.
Cheers,
Matt
Hello,
I have a coworker who wants to use profile of a surface on a broached type shaped hole, he does not want to add any dimensions but instead made a note below the profile symbol “as per cadd model” is this acceptable and how do you prove this in case I’m questioned?
Wil –
More and more the trend is to go towards model based definition. At my company, we use a blended version, where you need both the model and the drawing to fully define the part. We use the drawing to detail out general dimensions to size the part and to locate critical features and special processes i.e. 2x .190-32 UNF-3B etc. We’ll include a generic note that specifies something like “All surfaces are defined by |surface profile|.020|A|B|C|. All dimensions taken from the model are to be considered basic.” We also have an A-size type drawing that accompanies the drawing that further details out how the vendor should handle digital product definition. I would strongly encourage you to take a look at ASME Y14.41-2003 (R2008) Digital Product Definition Practices before you guys start releasing these type of drawings.
I hope I answered your questions, please feel free to comment back and contribute to the community knowledge base!
Cheers,
Matt
We are in the process of refining our title block tolerance, and doing away with the previously used linear tolerances. We want to replace this with a “catch-all” profile of surface callout, unless otherwise specified. For example, on a rectangular baseplate, will the profile of surface adequately capture all aspects of all surfaces of said plate? Flatness, parallelism, angularity, perpendicularity, size, etc. as well as other features? I have a co-worker who believes that the profile must be tied to datums, and I say not.
Second question: is it even feasible to use the profile of surface as a catch-all, UOS tolerance, and is this commonly done across various industries? I have never seen it used like this myself, either in aerospace or automotive.
Bill –
I’m in aerospace as well. We frequently will include a note on our drawings that says something like ‘All surfaces are defined by |surface profile|.xxx|A|B|C|.’ If the drawing is a digital product definition part we’ll also include a note that says ‘All dimensions taken from the model are considered basic’ Lastly, it’s not uncommon to find a generic positional tolerance in a note that says ‘All holes are defined by |pos|dia .xxx MMC|A|B|C|’. As long as you clearly state in the notes or a document that defines your companies practices that accompanies your drawing to all vendors, the sky’s the limit as far as what you can do.
As far as using profile controls with and without datums it is important that you understand that with no datums, the profile control is acting as a form control. Remember that form controls are flatness, circularity, straightness and cylindricity. They affect how smooth parts are. They do NOT control how big features are or how they are oriented. I can’t tell you which one you need, it’s really application specific and depends on how you set up the drawing.
I hope this helps clarify your situation somewhat. Come back and let us know how things turn out. Happy drafting!
Cheers,
Matt
What about surface profile/contour comparison with maximum material condition? for example 0.6 (M) [A|B|C]. Thank you.
Paul –
Use of the MMC or LMC symbol in the tolerance block of a feature control frame is not permitted, it’s just not permitted per ASME Y14.5.
Cheers,
Matt
Hi,
thank you for the clear explanation.
I have one question regarding the ways to verify that a profile tolerance is met. My understanding is that a profile tolerance does NOT automatically necessitate using a CMM. However, it is the responsibility of the metrologists to select an appropriate method of verification.
So if the metrologists have difficulties to verify the profile tolerance with a CMM software, they are free to choose other means. These could be gauges, single measurement points etc.
What is your experiences and opinions on that?
I thinks there is a ISO/ASME standard stating the specification symbols do not stipulate a certain way of verification. Do you know more about it?
Thanks for sharing your expertise
VL
VL –
There is no requirement that any control use a particular method of inspection. Some controls and drawing requirements are better suited to a specific method, but there is no end-all be-all solution. CMM is, in general, a fast, easy and cost effective way of doing inspections. However, that doesn’t mean it should be used in all scenarios either. One example of this would be the shadow graph optical comparitor machine.
I can’t comment too much because my area of expertise is in engineering and application of GD&T, not necessarily the inspection of it. That field is known as metrology and is a completely different world.
I hope this helps.
Cheers,
Matt
I have a choice between using sprofile and cylindricity. the thin sheet metal part needing tolerancing is an S shape. The S shaped part sits like a wafer between shaft and bearing housing (both cylindrical). Thus the S shaped part can be described as a cylindrical arced surface. In isolation (when gauging) the length of the arc is unimportant but its smoothness is important. Which approach should I choose? sprofile or cylindricity?
I have a requirement on a drawing to measure profile to Datum A, B and C. Datum A is a flat surface 90 degrees from the profile surface. Is that even possible? Why not use perpendicularity in this case. Is the creator mistaken?
Todd –
That’s the beauty of GD&T, you can use multiple controls to accomplish the same thing. I don’t believe the designer is in error here, he simply made a choice of convenience for him. In your specific example the control is stating that the controlled surface is to have a tolerance zone of some width oriented to datum A (and probably located to datums B and C, I don’t have enough information based on your post). When I say oriented and located, I mean theoretically exact. The tolerance zone is going to be two parallel planes located some distance apart. The planes are at 90.000000000~ degrees to whatever datum A is.
Another example of accomplishing the same thing in different ways. An angularity call-out with a basic angle called out at 90.00 [basic] relative to some datum is the same thing as specifying a perpendicularity call-out relative to the same datum.
I hope this helps.
Cheers
Matt
How do I get a refinement of a profile surface using a faro arm?
Please explain how to measure this. Profile .06 to datum A. 0.17 individually of a round hole. Datum A is a flat plane. In other words how do you measure the profile of a round hole to a flat plane with no positional callout?
Tim –
Thanks for checking in. I would need to see more of the print in order to give you a full and complete answer. I’ll do my best to provide an explanation based on what you’ve already provided.
First – Any profile control called out without a datum is nothing more than a form control similar to flatness, circularity etc.
Second – It is only after you start adding datums to the profile control that you additionally begin controlling orientation and location.
The only way your scenario would work is if the profile control is a refinement of a position control or another profile control for the very reason you’ve stated. You physically can’t locate the feature simply by calling out a single datum A. In your case that is merely setting up a surface boundary hi/low limit that the feature must entirely exist within. However, the feature has NOT been located with respect to any other defining feature on the drawing. It is for this reason that I say the callout can only be correct if it is a refinement of an existing location or profile control that references additional datums.
I hope this helps. We hope you keep coming back with additional information to share with the community.
Cheers,
Matt
I have a requirement on a drawing to measure profile of Datum A, B and C. The requirement is no more than 6mm. Can you explain? Thank you!
Randy –
Without any further explanation on what the datums are and what the specific control is I can only guess at an explanation. The way profile works is that unless specified otherwise the profile tolerance is equally bilaterally disposed about the true profile of the part. Based on your statement it sounds as though there is a either chain line depicting the tolerance zone beyond the true profile or the drawing is per the 2009 standard and is using the circle U (U), unequally disposed profile, symbol. In terms of size it is essentially saying x +6/-0. However, the tolerance zone is located and oriented relative to your datum structure.
Hope this helps,
Cheers,
Matt
I think some of the earlier answers were missing the point about giving the profile deviation. Most of us in quality can not merely give a pass or fail on a profile callout. I saw a few questions about “old timers” doubling their deviation and I think some people will teach that practice. Example: A flat surface has a profile tolerance of 2.0mm.(bilateral) All measured points are 1.0mm under nominal. The value given for the profile should not be 2.0mm in my opinion because it only uses 1.0mm of the tolerance…on one side. PC-dmis software would give a value of 1.0mm If the measured points ranged from 1.0mm under to 1.0mm over then that would be using the full 2.0mm tolerance. I am only posting this because I have seen this question answered over and over again by explaining how the tolerance zone is laid out. (bilateral, unilateral, etc.)
A profile deviation of 1.0mm under nominal can be reported as 2mm if you are using either datums, or the profile to control the size – which is the most common way to use profile. This is when you have a perfect true profile located in space and have a tolerance zone of 2mm (1mm o each side) surrounding it. If you are inboard by 1mm, your profile is reported as 2mm since this is would be how much “smaller” the part is if the profile existed on both sides of the part. Keep in mind – there is nothing in the standard that says how to report – it only specifies what you are actually controlling in 3D space. If the profile is used merely as a form control though (no datums and no size control), you should only give the total profile variation (1mm) as you are only comparing the shape of the part to itself, the same way flatness is used. There is no true profile location in this case, so you cannot be any distance from it.
Position is controlled in this way as well since it uses a diameter as the tolerance. Being .1 away from true position gives you a reported diameter of .2 position.
I hope this helps!
I have a question about tolerance zone for surface profile tolerance with datum. For example, 1.0 mm profile with datum x/y, the tolerance is diameter 1.0 mm circle or 1.0 mm length of side square? 1.0 mm profile with datum x/y/z, the tolerance zone is diameter 1.0 sphere or 1.0 length of side cube?
Bogart –
The tolerance zone for profile controls is a +/- of the true profile of the shape. The true profile is the outline of the part as it is depicted on the drawing. This applies for simple shapes that are flat, ones that are square or cylindrical in shape as well as complex ones. You can almost think of the tolerance zone hi/low as either an expanded or shrunken version of the true profile. Keep in mind that with all profile controls the default is for the tolerance to be equally bilaterally disposed about the true profile of the part. This can be changed by either showing how much tolerance exists above or below the true profile on the drawing or by using the unequally disposed profile symbol, new to the 2009 standard. If you opt for the symbol method you would add the circle U, (U), to the feature control frame directly after the tolerance. Then you would add the amount of tolerance you would like to exist outside the material.
Simply stated, if you have |profile 4 (U) 3|A|B|C| it would indicate that you have a total tolerance of 4 and that you want 3 to exist beyond the true profile. Think of it as saying X +3/-1. Just remember that the value after the (U) is always in the direction that adds material (i.e. makes the part heavier).
I hope this helps.
Cheers,
Matt
Hi everyone one, could someone help me out, telling me what is exactly the math formula for surface profile?
it is because we inspected the same piece with two different equipments using the same alignment method (manual).
1. comparing with cad model
2. CMM
and comparing angularity, position, flatness we have similarity results but the profile results are completely different.
thats the reason to ask what is exactly calculating just to be sure which equipment device are right.
Regards,
Claudia –
Unfortunately, there is no cut and dry answer here and no ‘formula’ to fall back on. With profile controls the tolerance zone is equally bilaterally disposed about the true profile of the part (unless otherwise stated). With no datums specified your profile control is serving to simply refine the form of your surface, much the same as flatness, straightness etc. If you have datums called out you are controlling size, location, orientation and form of the affected surface.
I’m not sure I follow 100% in your example where you say the two different methods used were a CMM and comparing to a CAD model. Feel free to reply, we’ll try to get you an answer.
Cheers,
Matt
Claudia, if you are using PC-DMIS software, there is a setting that can
be changed that will toggle between ASME and ISO. I’m not an ISO
expert, but the PC-DMIS help file describes the ISO method as ‘doubling’
the measured reading (i.e. a .001 variation is reported as a .002 profile).
It may be possible your two different equipments have two different settings.
Check the help file for ‘dimensioning a profile’
Can MMC and LMC ever be used with a surface profile callout? for example profile 1.0 A(m)B(m)C? If so, how do you calculate that?
Brandi –
Yes, you can totally use the MMB/LMB modifiers with either of the profile controls. You have to be a little bit careful in how you apply them though. Speaking quite generally, the MMB/LMB symbols can always be applied to datums that are features of size. I’ll mention that there are certain scenarios where you can apply MMB/LMB to surfaces, namely when you have a surface datum controlling a rotational constraint about a datum axis or point. I’ll refer you to section 4.16 of the ASME Y14.5 standard for more information. It has way more detail than I can get into here.
The MMC/LMC symbol may not be applied to the feature control frame. There is a way to do what you are asking (sort of) through the use of a combined control. In this scenario, for example, you would be applying a surface profile control to an internal feature all-around. The profile control makes no use of datums and serves only as a form control. Now as a refinement, you may have a positional control directly below and attached to the profile control that makes use of the MMC/LMC symbol as well as the desired datums. This is somewhat of an odd example, and I’ve never personally come across an application in person. I’ll refer you to Figure 8-24 of the 2009 standard.
I hope this helps.
Cheers,
Matt
Here’s my issue
we have this housing that has the footers brazed, to the main housing.
after brazing, the footer has a call out of the profile of surface .005 and they
tend to rock when pushed. I’m able to slide a .006 feeler gage a little more
than have a way in but not all the way. so there are 4 points that touch the
surface plate.
is this the proper way to verify profile of surface?
Gary –
I wish I could help more with the inspection side of things as people frequently ask this type of question. The root of the problem is, essentially, that 3 points define a plane and with 4 legs there will always be some degree of misalignment.
Is there anybody in the community that can speak up?
Sorry on this one Gary.
Matt
Question on profile interpretation. Let’s say I have a basic surface profile of .1 between points e and f (no datums assigned) and the drawing also states “and .2 basic surface profile to ABC. ” how do I interpret this??
Vince –
When there are no datums to a profile control it serves as a form control. Remember that your form controls are flatness, straightness, circularity and cylindricity. Your profile with datums is located and oriented with respect to datums A, B and C. You are in effect saying that you want your surface located and oriented from these datums within a boundary of 0.2. With only this control your surface is allowed to tilt, rotate and translate within the confines of the 0.2 tolerance zone. Note that the datumless profile control is smaller than the one with datums. It is serving as a refinement of the located and oriented control. So your surface can still tilt, rotate and translate within the larger zone, wherever the surface does end up it is controlled within a smaller zone of 0.1. You can sort of think of it as restricting the ‘roughness’ of your part surface.
I hope this helps. Keep coming back for more and let us know how else we can help you.
Cheers,
Matt
I was wondering what happens to the tolerance zone if the part is larger than nominal. For example, in the second example, you can think of that corner as having height 15.0 +/- 0.1 at “x” distance from the left edge. What if the part extended beyond that “x” distance? Is your tolerance zone width and length fixed by the nominal part size?
Jon –
The answer is that it depends. A profile control without any datums attached to it is a form control. This means that the profile tolerance has to be tighter than the size tolerance due to Rule #1 and serves to refine the surface. Think of a datumless profile control as restricting the smoothness of the face/surface. The surface being controlled still must meet the size requirements to be an acceptable part.
As soon as you start adding datums you are relating the controlled surface back to your datum structure via basic dimensions. In this instance the true profile as defined by the basic dimensions is where the tolerance zone is centered about. The true profile just means the theoretically perfect part as it exists on the face of the drawing.
I hope this helps. Cheers,
Matt
Its a bit nitpicky, but I believe there is a mistake in the second image where it says “two parallel planes.” A plane is a flat surface by definition. I believe the proper term should be “surfaces.”
Best regards,
Blake
Blake –
Thank you for your input, our website is something that is constantly in work. We’ll try to incorporate this update in our next round of revisions. Thanks again and keep an eye on the website!
Cheers,
Matt
What does it mean when a print states profile of trim? Does that indicate in tolerance can be applied in any direction?
I’m sorry, I’m not familiar with the term ‘profile of trim’. It is not part of the ASME Y14.5 standard, either the 2009 or the 1994 version. Take a closer look at the drawing and see what drawing design standard they are using or if it’s company specific language and get back to me.
Cheers,
Matt
What is the difference between ISO and ASME profile of surface calculation when controlled by datums?
Brian –
Full disclosure, my expertise isn’t in the ISO standard. This website and associated course really focuses on the ASME Y14.5 aspect of geometric design & tolerancing. In my brief examination of the ISO standard it does not appear that there is a significant difference between the two, but I wouldn’t use that to make a grand statement that they are identical. I do think, however, that the ASME standard does a much better job of fully describing the capabilities and applications of the profile control.
If you have a specific questions about the ASME Y14.5 standard please let me know and I’ll do my best to help you.
Cheers,
Matt
Hi, We have a Part (Planet Gear) Where a sphere radius is 76.97 in Box Dimension, Now to control this dimension Profile of Surface 0.3 given
Advise me what should be the Individual Variation in the Sphere dimension (76.97)
Thanks
Shiva
You would have a perfect sphere of diameter 76.97 with a variation of +/- .15 all over the surface. GD&T tolerances like profile are a total tolerance.
Hi I need a small clarification on Profile of surface tolerance.
If other dimensions are related to profile of the surface, what is the dimensional tolerance can consider for the same.
For Ex. Profile of the surface is 0.5.
please help me out regarding this
Hello – I am not 100% sure on this. I want to establish profile of a curved surface but am not too picky as long as it stays within a .008″ window. I am establishing that the surface must be perpendicular within a certain amount, but then also putting a profile tolerance on the surface. The print does not have any datums on it and I was not planning on putting any on except the A datum to define the perpendicularity. I also have no basic dimensions. Can I support the surface profile and perpendicular callouts be only establishing the A datum?
Jake –
Yes, you are correct. Any profile control without any datums serves only as a form control (similar to flatness, straightness etc). The addition of datum(s) to your profile control orients and/or locates surfaces and features. In your specific case you have a broad flat datum as A (primary). Calling this out in the feature control frame sets your profile tolerance zone perfectly perpendicular to this datum, whatever it may be. It’s for this reason that it’s probably a good idea to add a flatness control to A as well. Also, recall that the default for profile controls is to have the tolerance zone equally and bilaterally disposed about the true profile. So, if you’re aiming for a ‘window’ of .008, the nominal size would be X +/- .004.
I hope this helps clear things up, you’re definitely on the right track. Feel free to ask more questions.
Cheers,
Matt
Can anyone please give me a little insight on this issue I’m having with PC-DMIS. I use a lot of profiles (surface/line). Just say my drawing for example has the call-out as 1.0/A/B/C. I dimension the surface or line +/-0.5 “Form & Location”. Sometimes I will have a measurement of just say 0.65 & PC-DMIS does not show it out of tolerance – can anyone explain to me why this is happening? Thanks in advance for any help anyone can give me.
Chris –
I’m not familiar with that particular software and afraid I won’t be much help. Can anyone else from the community lend a hand here?
Cheers,
Matt
I believe it is your total tolerance zone is 1.0 (+/-0.5), so your 0.65 fits within that zone the 0.65 is a range derived from your MAX-MIN and not a measurement starting from zero (or your perceived nominal).
I have measured all the points on a surface and have multiple T values. My customer is now asking for the entire surface profile. Is there a way to calculate that in excel from the T-values measured? Would it be as simple as (MAX-MIN)? Would you then multiply it by 2? What if you have out of tolerance conditions on the individual points?
Carrie –
Can you provide me any additional information on this part? I’m not really sure what you mean by T values. Is there a profile control on the surface of the part? Unfortunately, I can’t really provide too much more help without knowing more about your specific situation.
Surface profile controls, unless specified otherwise, are equally bilaterally disposed. That means that half of the tolerance value from the feature control frame adds material to the part in the direction that makes the part heavier and the other half goes in the direction that makes the part lighter. The true profile is the theoretically exact profile (the one illustrated on the drawing) with surfaces typically located with basic dimensions back to some datum reference frame. With profile, it’s a binary pass/fail. Either the part is in and you’re good or it’s out and the part has to be rejected.
I hope this helps. If not, get me some additional information and I’ll see what else I can do. Good luck.
Cheers,
Matt
I was hoping you could help with a disagreement in our department.
For years in the department(starting before I arrived) the standard here to report profiles was to take the worst result(whether it’s min or max) and multiply that result by 2.(this would be when reporting against a bi lateral profile).
There’s been arguments recently between new hires over the reporting style.
Which is, For ASME only min and max should be reported, no multiplying by 2.
Others also state for ASME that a TOTAL profile should be reported by adding MIN and MAX(basically stating the range).
Then during ISO drawings the argument to double the profile or not is still prevalent in the department.
Could you help shed some light on this please.
BB –
The way profile works is that the default setting (for both line and surface) is an equally bilaterally disposed profile. This means that the value you see in the feature control frame (example 0.5) sends a tolerance to the true profile of the indicated surface of +/-0.25. In the 2009 version of the standard this can be changed by using the unequally disposed profile symbol (circle U) after the tolerance in the feature control frame. Following the circle U symbol is the value that tells you how much of the TOTAL tolerance is to be added in the direction that ADDS material (i.e. weight) to the part. If you had a profile tolerance of 0.5 (U) 0.2 that means the true profile would be +0.2/-0.3 for an external feature. I’m not really sure what you’re driving at when you say ‘reporting’ or multiplying by 2, can you provide any further clarification there?
I hope this helps.
Cheers,
Matt
BB, I have a similar situation at my current shop. Old-timey inspector guy will take the worst case value and mulitply it by 2 and report the result as the profile. I believe that the total variation between min and max measurements is the profile result. He does this with both CMM results & manually inspected results. Clarification would be great on this for me.
I have a question let said you have a profile of a surface .002″ on a hole the total tolerance it could be :004?
Manuel –
Incorrect. You have fallen prey to one of the biggest misunderstandings related to profile controls. Unless stated otherwise the tolerance from a profile control is equally bilaterally disposed about the true profile. That is for a stated profile tolerance of .002 the actual tolerance value of the surfaces is +/-.001. So, if you imagine a circle of arbitrary diameter where the ‘surface’ has a tolerance of +/-.001 (for a total of .002) then the diameter has the ability to grow from its nominal value +/-.002.
I hope this helps clarify things. If you have additional questions feel free to post more questions.
Cheers,
Matt
How is Manuel incorrect?
He asked about the surface in regards to a hole.
Your response ends with a description of .002 total tolerance for profile on a diameter would allow an actual +/-.002 to the diameter, which is .004 total like he asked about.
Right?
Manuel is correct – a .002 profile tolerance on a diameter would give a total diametric tolerance of .004. It would be wise though to avoid profile on a perfectly round hole, as a size tolerance is much more clear to the intent – and much less likely to confuse. Profile is best used when you are trying to control a surface that is not easily controlled with size, form, location or orientation tolerances.
How does the profile of a surface interact with the surface roughness when this is also important to be specified?
Normally I would interpret that the surface roughness would be incorporated within the tolerance zone of the profile tolerance (i.e. that the profile of a surface tolerance includes all peaks and troughs within the surface finish as well as the geometry of that surface).
However I am thinking of an example where I wanted to express that the roughness of external faces could be greater than the positional tolerance of other features relative to those faces. This was because the part could be laser cut if required (and left rough) but material peaks along the outer edges were needed to nest its outer edges into a machined pocket to therefore align the part’s other features. (Imagine accurately nesting/positioning a wood-saw blade in a smoothly machined pocket. This is possible as the geometric form of the blade is way more precise than it is smooth). I am looking to differentiate between a finer tolerance on the geometric shape independent of the actual surface finish along the edges of that shape. Please help : )
Rob –
You seem to have hit upon an area of the spec that is not really all that explicit. The closest scenario that I can come up with is for threaded features. Like your example there are multiple effective diameters that could be used, and the requirements for one could potentially violate those for the other. The spec gets around this issue by prohibiting the use of either MMC/LMC and requiring that either ‘MINOR DIA’ or ‘MAJOR DIA’ be stated directly below the feature control frame. You could probably do something similar here and be fine, there are always going to be situations that simply just aren’t covered by the standard and you seem to have found one.
I hope this helps, I think this should get you what you need. Let us know how it turns out.
Cheers,
Matt
Hi Matt — you made the statement that the Y14.5 standard prohibits the use of MMC/LMC modifiers on a threaded feature. I wonder if you’re reading something into the standard that’s not there.
Johnny –
You are correct. I have come across examples where MMC/LMC are used with a threaded feature. It’s just not typically found in my industry. If you have some particular insight into typical applications I would appreciate your contribution to the community. It’s easy to either gage or probe a cylindrical hole. Getting the major and minor root diameters isn’t so easy.
Thanks in advance
Matt
Just a quick reference. I work in Aerospace defense as a mechanical designer. The use of MMC for threaded features in a GTOL frame is a producibility quirk. Using MMC is more permissive for the machinist in terms of inspection methodology and is usually, therefore, faster and less costly.
It is standard practice for my program and business unit to use MMC on threaded features both in proto and production UNLESS (caveat) a high degree of precision is required. Usually those are projects with either UNJ-series threads or custom/Non-standard thread types but not always.
Johnny –
I have come across examples of MMC/LMC being used with threaded features. You’re right, there is nothing in the standard that prohibits the combination of the two. The combination of either MMC/LMC with a threaded feature is uncommon in my industry. The problem is that while it’s easy to verify the material boundaries of a cylindrical hole with either a gage or a CMM probe, the same can’t be said for the minimum and maximum root diameters of an internally threaded feature.
Thank you for bringing this up.
Cheers,
Matt
In the above example with the symbol that looks like a semicircle (profile) it quotes that the Tol is 0.2- can you please clarify for me – is this 0.2 either side of nominal (=.04) or is the value split either side of nominal (0.1 each side). Many thanks for clearing this up for me.
Stuart –
Happy holiday’s and thanks for the patience! Now, the default specification for profile tolerance is equal bilaterally disposed. This means that for a tolerance of 0.2 your value would be +/- 0.1.
There are two different ways to change the disposition. Check your drawing to determine which revision of the ASME Y14.5 standard is in use, it will make a difference.
For the 1994 standard the only way to change the disposition of the tolerance is to graphically depict it as a phantom line over the length you want and dimension it. For instance if you have a total profile tolerance of 0.4 and want it to be +0.1/-0.3 you would need to depict a dashed line 0.3 below the surface.
For the 2009 standard you can still use the method from the 1994 standard. However, the 2009 standard introduces a new and less messy way of accomplishing the same thing. The symbol for it is a capital U within a circle. It is placed directly after the tolerance value for either profile of a surface or profile of a line. The value following the circle-U represents the amount of tolerance that results in material being added (i.e. makes a heavier part) to the part. So, going back to the example above you would have |surf prof|0.4 (U) 0.1|A|B|C|. This represents a total tolerance of 0.4, +0.1/-0.3 relative to datums A, B and C.
Now, bear in mind the following two iterations of our example.
|surf prof|0.4 (U) 0.4|A|B|C|
|surf prof|0.4 (U) 0|A|B|C|
The first example represents the case of +0.4/-0.
The second example represents the case of +0/-0.4.
Hope this helps.
Cheers,
Matt
I have my x, y & z numbers. (CMM points). I have been asked for profile-surface(at these points), can I calculate the profile or do I have to reset up to get profile point? Issue: have to send out part & pay for this service. I’ve always calulated True Position. Is there anything I can do for profile.HELP NEEDED.
I am not sure how to answer – but if you have your surface mapped, you would then need to compare it to the “true” surface that is defined by the basic dimensions and datums. If there are no datums or basic dimensions, then you have a form control. Typically software would need to do this to compare the surface points to a theoretically perfect CAD model. Since profile is universal and can really mimic any other GD&T symbol, there are typically measurement standards used when this is called out on the drawing. You may want to check with your customer (assuming they are a well established company) and see if they have any measurement specifications for the profile callout. I know that at my old company, we took the profile of transmission housings on a FaroArm that would compare to the CAD model. This is different from company to company though.
Is the R50.0 subject to +/-0.10 (i.e. the form tol)?
A key wording that was omitted in the original example is a sentence such as “all dimensionless values are considered basic” This is a typical statement listed in the title block of many drawings. Basic dimensions do not need a box if this statement is used.
Looking at the second example, you probably should box all the dimensions (e.g. 30°, R50) to underline the concept that these are not dimensions but are zone definitions. As it stands, you aren’t showing anything that applies to the profile callout you’re using.
We included a tiny note at the bottom that states all dimensionless features are considered basic. Thanks for your comment!
Hi, I have been having troubles getting my mind around this note, it says: ” ALL FEATURES DEFINED USING A STRIP SURFACE ARE APPLICABLE TO A PROFILE TOLERANCE OF .060 WITH RESPECT TO DATUM A (PRIMARY),DATUM B (SECONDARY), DATUM C (TERTIARY), UNLESS OTHERWISE SPECIFIED BY A FLAG NOTE. THICKNESS TOLERANCE SPECIFIED HEREIN MUST BE APPLIED AFTER PROFILE HAS BEEN ESTABLISHED.” So I was wondering if what they mean is the what is described on the GD&T Tolerance Zone section. Thanks for all the help you can provide me on this matter.
I am not sure what the part is that this is referencing, but it sounds like a general profile tolerance callout. Profile, when referenced to a datum reference frame A,B, and C, can control a surface’s form, orientation, location and even size. Picture a curved surface in space – profile is able to say how much variation this surface is allowed to have. When you add datums, you are now controlling how it is oriented or where it is located in space. This may be why the thickness tolerance applies on top of this general profile tolerance – because its an additional tolerance. I cannot really know – I have not seen a note like this before.
Thanks a lot.
thank you
Is there any good reason to use profile and position on a hole? I’ve come across this recently. It’s a thru hole, material is about .125 thick and drafted. The profile is called out first, then under that, the position.
It would seem diameter and position should be the preferred method, right?
Thanks for putting up your site – good, straight-forward information!
It sounds like the position is a refinement of the profile callout – meaning the surface of your hole is controlled with the profile callout, and then the true position further refines the actual position of the hole center. You can always further refine a control with profile if you need to more specifically control something. For instance, since profile also controls form, you may have profile control your location, orientation and form of a hole, but then further specify the circularity (form) to keep a tighter functional control.
How many points do I need to measure for a surface profile?
Usually this is done with a CMM and depends on the complexity of the surface and the quality requirements of the part. If it a simple radius then a few points can be taken, but if it is a more complex undulating feature it may require hundreds. It really depends on size and complexity.
I think you need to revise this description. There is no need for a profile control to be limited to complex surfaces — it is frequently used as a flatness control, particularly across interrupted surfaces. And there is certainly no need to identify it as a close tolerance control. The size of the zone determines how close the tolerance is, and as you point out, it can be used with castings, which would normally have a fairly large tolerance.
Thank you for the feedback – Profile is definitely the most diverse of GD&T symbols and its uses are pretty much limitless. Thank you for pointing out that it is used as a transition symbol as well between interrupted surfaces to control co-planarity. The important thing to remember with Profile is that if there is no other symbol that can control your feature, profile can usually be used. We will be adding an example for co-planarity soon. Thanks for the good points.
If anyone has any comments, especially on where a symbol can be used, I encourage you to put in a comment. GD&T is a limited set of tools to use but the application of these tools can be quite extensive.
Thanks Dan for your helpful comment!
Now I feel stipud. That’s cleared it up for me
Your information is very clear and helpful. Also need to know about datum targets.
thank you
Thanks! We are looking forward to expanding the resources on the site for all the types of symbols that you see in GD&T. Thanks for the suggestion!