
Symbol:
Definition:
Datums are theoretically exact points, axes, lines, and planes or a combination thereof that are derived from datum features. A datum feature is the tangible surface or feature of size (comprised of multiple surfaces or revolved surfaces) that is indicated by the datum feature symbol. You can think of them as anchors for the entire part. They are the surface or feature where the other features are referenced from. It is usually an important functional feature that needs to be controlled during measurement as well.
All GD&T symbols except for the form tolerances (straightness, flatness, circularity and cylindricity ) can use datums to help specify what geometrical control is needed on the part.
Datum Features vs Datums:
Its important to know the difference between Datum Features and Datums. While they are related to one another they are indeed different entities. It is especially important to know this when studying the theories of Geometric Dimensioning and Tolerancing and while setting up a Datum Reference Frame.
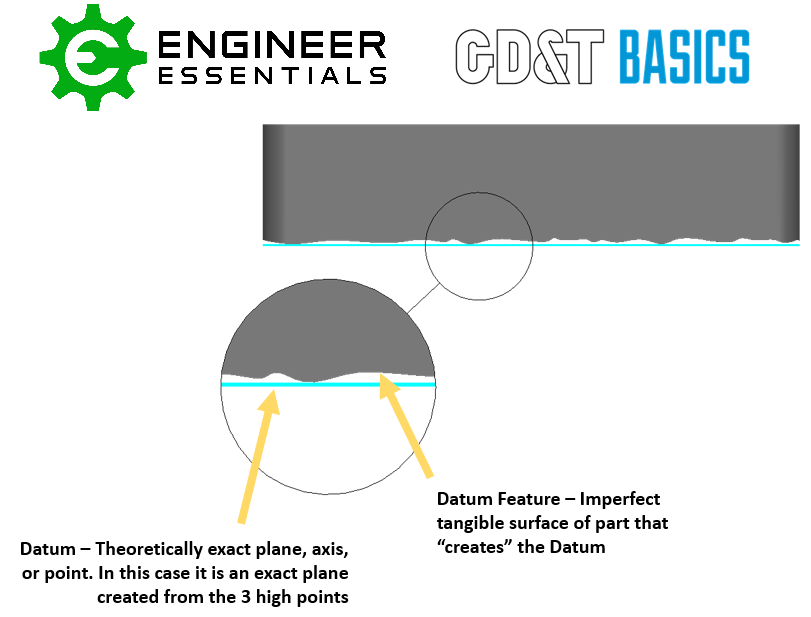
Datums are theoretical and only simulated by Measurement Equipment (Gauge pins, Granite slabs, angle plates, computer-generated planes, etc)
Datum Features are real, tangible features on a part where the measurement equipment would physically touch or measure. They are usually important functional surfaces.
How Datum Features are Shown on a Drawing
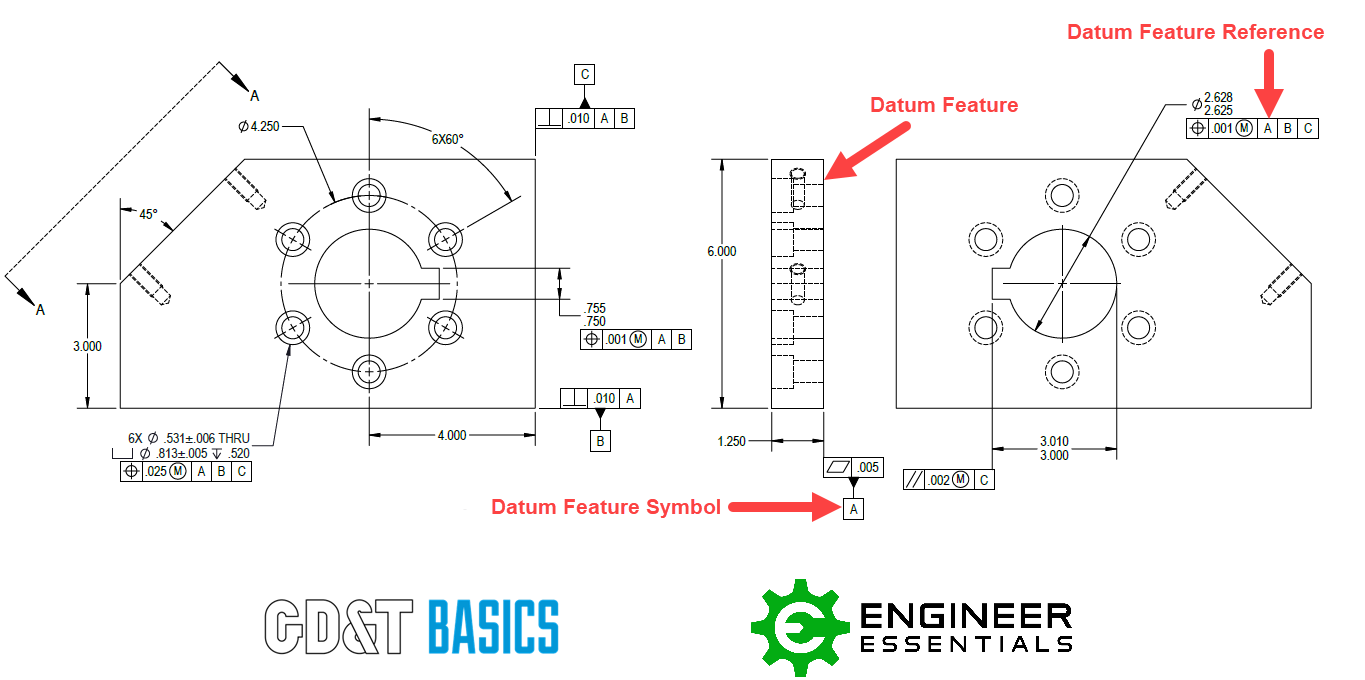
The datum features on a drawing are denoted with a series of capital letters. These letters are in boxes and tied to the datum features with a black triangle. This letter will also show up in any feature control frame that uses this datum feature as a reference. A feature control frame will reference as many datums features as necessary to lock in all the necessary degrees of freedom, this creates what is known as a Datum Reference Frame.
Notation is Important on Drawings
As stated before, datums can be points, axes, lines, and planes or a combination thereof. It is important though that datum features are indicated correctly on the drawing to ensure that the right type of feature is being controlled. Datum features can be either a surface or a feature of size, depending on how the symbol is applied.
Datum Feature Symbol on a Surface
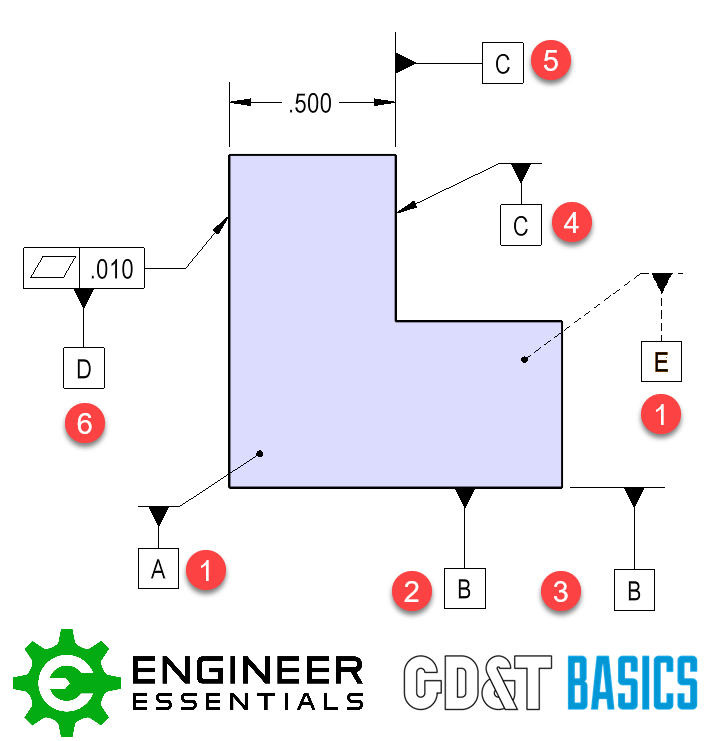
- Point with a solid or dashed leader line with the datum feature symbol placed on it. A dashed leader line indicates the far side surface.
- Datum feature symbol placed directly on a planar surface.
- Symbol placed on an extension line off the datum feature surface.
- Leader arrow with the datum feature symbol pointing to a planar surface.
- Symbol placed on a size dimension but placed offset of the dimension arrows.
- Placed off a feature control frame that is applied to a surface. (Datum feature is geometrically controlled.)
When the symbol is indicated in the methods stated above this means that the datum feature is the surface of the associated with that symbol.
Datum Feature Symbol on a Feature of Size
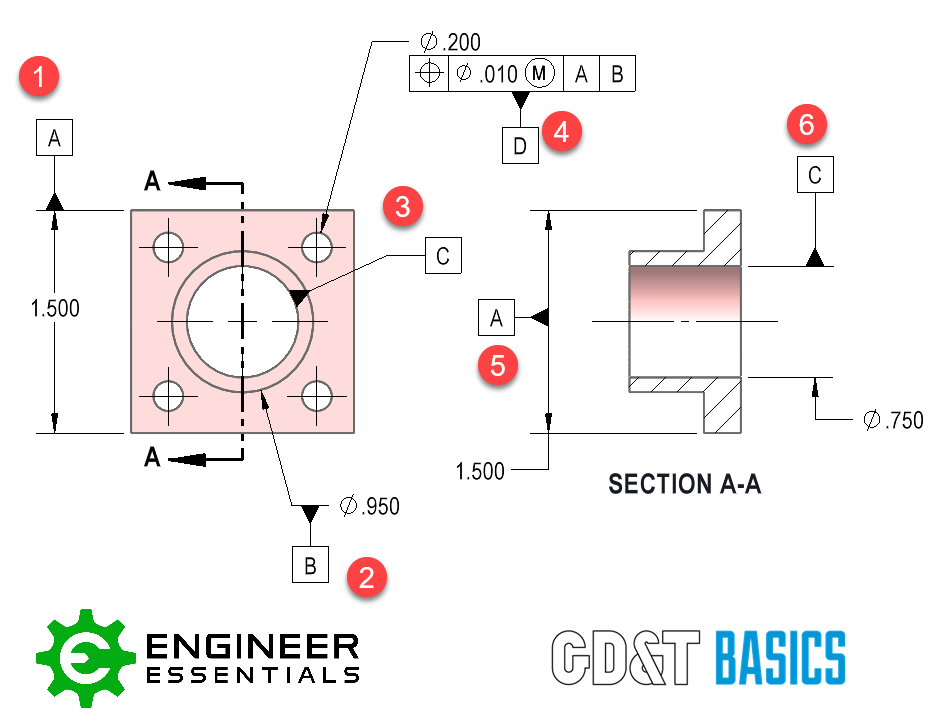
- Symbol is placed on a dimension line directly in line with the dimension arrows.
- Symbol placed on the leader arrow of a size dimension.
- Symbol placed on a non-planar feature of size.
- Placed off a feature control frame that is applied to a feature of size.
- Symbol placed on the arrows of a size dimension.
- Placed as one half in an open-ended size dimension (in line with the arrow).
A few common Feature of Size Datum Features are bores, cylinders, slots, or tabs. These features will generally result in a datum that is an axis or plane (midplane). For example, the datum of the bore labeled as Datum Feature C above is going to be the axis of that bore, NOT the surface of the bore itself. In this example note the tangible Datum Feature is the surface of the bore itself while the Datum is the theoretically exact axis of that cylindrical surface.
Be The Go-To Engineer at Your Company
Learn GD&T at your own pace and apply it with confidence in the real world.
Get GD&T TrainingAll Symbols











































hello, I have a question about rounding.
my print toleranced a dimension 1.14+/-10 will 1.244 be considered a failure?
Yes that would be a failed part. There are an infinite number of 0’s after any tolerance limit.
Hello everybody,
My question is quite simple but it´s being killing me for a while.
Is it against the “rules” to put, for example, a flatness tolerance on a surface if that surface is a Datum?
Thanks in advance for the feedback.
Regards.
Hi! Nope that is perfectly fine – in fact very common! The flatness tolerance makes sure the datum surface is flat. Then the datum surface is used as a reference for other features on the part.
Hi, i have a question what is the method used for datum feature identification ?
Crios-
Datums are identified by capital alphabetical letters in squares. Datums are identified by attaching these with leader lines to an individual surface, extension from a surface or to a feature control frame. Where it connects to one of the aforementioned is a carrot (triangle). The carrot may or may not be filled in. Where you have exhausted all letters A through Z, the datums continue from AA, AB, AC etc. The only letters not permitted are I, O and Q. Older revisions of the standard required datums in the following format: – A – This method was discontinued with the 1994 revision of the standard.
For more information I’ll refer you to the following.
ASME Y14.2-2008
ASME Y14.3M-2003
ASME Y14.100-2004
ASME Y14.5 – 2009 Appendix C
I hope this helps clarify your understanding. Come back and ask questions any time.
Cheers,
Matt
Hi,
Could you help me?
Actually, I was having an argument with my engineer about the checking method for parallelism, my method is by lay down the datum on granite table then used indicator to move along the parallel controlled surface area. My engineer mentioned, is the correct method is by using micrometer or caliper which is for me for that is more to thickness checking. That was the first case.
The second one is, he keep saying my understanding of datum is weird and different from him.
My understanding, if the surface is set to be datum without any warp or flatness control, no matter how rough how warp it is, I will let it freely lay on granite table and use granite table as the datum to start a measurement.
His understanding is, the datum is the hole area mean, by taking one point of the area is also consider datum, by meaning can be direct use caliper or micrometer to measure a thing, which is for me that is more towards zero point/starting point for measurement not a datum.
M. Faris –
Your engineer’s understanding of how to measure parallelism is incorrect. This ties into the second question as well. The reference datum is the entire surface, not just a point or two that he picks. By placing the entire datum in contact with the inspection surface you are removing any bias and taking into account the minute variations inherent in the surface from manufacturing.
One of the correct ways to measure parallelism is to place the datum surface in contact with the inspection surface and use a dial indicator to sweep the surface being constrained with the parallel control. The difference between the maximum and minimum value of the dial indicator is the amount of parallelism error present in the surface.
I’m not 100% clear on what your driving at with the second issue, but I believe your interpretation to be correct.
I hope this helps clear up any misunderstanding that there may be with regards to the specification. Keep checking back and contributing to the community.
Matt
maximum how many datums are possible? can it go over 3?
Arun –
I believe in very specific circumstances you could have more than 3 datums. For 98% of the applications out there, I don’t believe that to be the case. Remember, the purpose of datums is to restrict Degrees of Freedom during inspection of the part. There are only six degrees of freedom, 3 in translation [X, Y, X ] and 3 in orientation [ u, v, w ]. One neat thing about the 2009 standard is that you can create customized datum reference frames and specify what degrees of freedom are restricted by any particular datum. For instance, if your datum A is able to control degrees of freedom but for some reason you only want it to control 2, you can totally do that. It’s in this scenario that I could see having more than 3. I’ll refer you to section 4.22 and 4.23 of the 2009 ASME Y14.5 standard for additional information.
Good question, I hope this helps.
Cheers,
Matt
HOW RFS ( RAGARDLESS FEATURES) IS APPLICABLE ON FEATURE FRAME & DIMENSION.
Deveraj –
This is the default setting for all tolerances in the feature control frame. Unless you input either MMC or LMC (circle M or circle L) you are stating that the tolerance in the feature control frame is all that is allowable regardless of the size that the feature being controlled is produced at. This means that a tolerance of 0.xxx applies at all sizes of 2 +/-0.3.
This is not the case when MMC or LMC is specified. I encourage you to consider enrolling in our GD&T Basics course where you can get much more detailed instruction on this and many other topics. Good luck in expanding your knowledge of mechanical design and drafting.
Cheers,
Matt
When you use axis as a Datum, how do you “dimension” the origin? Should they be 0,0? or 0.000, 0.000 (using ordinate)?
Thoa –
It depends on whether you are dimensioning in metric or standard. For zero, the metric system uses 0. For standard dimensioning you would need to use .0. For standard dimensioning the number of zeros following the first number should just be consistent with the number of significant figures for the rest of the coordinate dimensioning scheme.
I hope this clarifies things.
Cheers,
Matt
I have a maybe stupid question about datum features: Is there a specific number of datum features whic I have to use or does it depends on the case?
I read a book where it speaks about degrees of fredom and how to lock all of them in a generic geometric figure. Do I have to block all possible movements every time or do I have only to use same plane, axis or something else like a reference?
Bernado –
It really depends on what you are trying to do. There is really no 1-size fits all answer as to how many datums you should use. Orientation controls (parallelism, angularity and perpendicularity) are frequently used with only a single datum. However, there are instances where you would want to specify that a surface or a feature be to multiple datums. Likewise, with position controls it’s very common to see all 3 datums used. In instances where you might have a radial hole pattern, but don’t care about clocking you might only have 2.
I would encourage you to take a look at GD&T Basics course and consider taking it. We go into depth on what different datums do and what datum structure can do for your designs.
Matt
why we not use the i,o,q letter for datum
Mohamed –
I’m not really sure of the background on why I, O and Q can’t be used, they just can’t be. Unfortunately, this is one of those things you’ll just have to accept at face value. Not really the answer I like to give, but I can’t really expand on it.
Cheers,
Matt
On slide 11 of https://www.aps.anl.gov/files/APS-Uploads/DD/Procedurals/Datums_GDT.pptx
the author states that I, O and Q may be confused with 1’s and 0’s. Hope this helps, Craig
This is in line with my experience at Boeing. We don’t use I, O, Qs as they could be confused with 1 and Os. My guess is that the rule has its roots in the pre-CAD (mylar) drafting days, where the same stencil cutouts were used for 1/I and 0/O.
Charles –
You are correct. I, O & Q are strictly prohibited from being used as datums per ASME Y14.5 because they may be mistaken for 1s and 0s.
Cheers,
Matt
because they are similar to the Numerical numbers
Why datum is not used for form type(straightness,flatness,circularity& cylindricity)?
Hemlata –
All four of these controls are form controls. They are in effect limiting a single surface or line element measured relative to itself. There simply is no datum that could be used to control it to. The example that I’ll talk about is flatness. The definition of a flatness control is two parallel planes spaced apart by the tolerance value specified in the feature control frame. Now, consider the surface that you are trying to control. It won’t be perfect, it’s going to have peaks and valleys and imperfections. In order for your part to be within specification the entirety of the surface must exist within the tolerance zone at the same time. Note that I didn’t say anything about placing the tolerance zone in a particular spot (locating it) or tilting it to some angle (orienting it).
I hope this helps.
Cheers,
Matt
If I have a tube at 36 inches in length with the datum on the I.D. how would I establish this datum on a CMM when the probe cannot reach the center?
Hi, thank you for the great work.
Im having a problem with the Datum “ratios”:
Following the normal ABC references, i have the Datum Axis B being defined by two point separated by 10mm however my part is about 50 mm long, such a small definition for the Datum is rotating my Datum C, since the rotation does not represent the real position of the part is affecting all dimensions referred to Datum C when the dimension is referred to the edges of part.
Is there any guidelines or standards for that case, since i want to prove that without a perfect part i can never achieve those dimensions?
Thank you
Good afternoon,
When I create a datum frame on a circular part on our CMM, the software drives you to select the datums in the following order:
Datum A (plane)
Datum B (point/circle centre)
Datum C (line)
I have received a customer drawing which states the datums in the following order:
Datum A (Line)
Datum B (point/circle centre)
Datum C (Plane)
The software does not allow me to add the datums in this order.
My understanding is:
DATUM A – Measure the plane to secure the part in the Z+,Z- axis.
DATUM B – Measure the diameter to secure the part transitionally in the X & Y axis.
DATUM C – Then Measure/Create a line to secure the rotational axis of the part.
Question: is my understanding above correct? or does it not matter which feature is selected for the primary, secondary, & tertiary datums.
Chris –
Unfortunately, I can’t speak to your exact situation regarding CMM. The best I can do is point you to your user’s guide or the vendor help line. I’m also not an expert when it comes to metrology.
However, per the rules set forth by ASME Y14.5 the datum order of precedence is dictating in which order the datums are to come into contact with the datum feature simulator. First A, then B, finally C. That being said, set ups for CMM that I have seen are somewhat different. In my very limited experience the part has been immobilized on the CMM surface and the program is run. Since everything is being done by the computer it doesn’t matter which datum is scanned first since the part isn’t actually physically being restrained in that order. Everything is being done in the background by the software.
Again, check your user’s manual to be sure. It is possible there may be a settings or options screen that you haven’t seen.
I hope this helps, please come back and contribute to the community with what you’ve found.
Cheers,
Matt
Hi, this website and discussion are very useful. Hopefully someone can answer my question below
To measure parallelism, what if the actual datum feature is convex (slightly of course), meaning center of the surface is higher, which is quite possible. When this part is put on a near perfect granite slab, it will rock.
In situation like this, how do we establish the datum?
Thanks
Jian
Jian –
You’ve hit upon one of the problems that can arise. It is for this reason that it is wise to include a flatness tolerance on your primary datum to prevent this kind of situation from occurring.
You should also be aware that per the standard, unless otherwise specified, the inspection is done in the free state. This means that no external forces are to be applied to the part, it isn’t to be restrained in any way other than stated in the feature control frame for a particular feature. Applying even the minute force of the inspection equipment can lead to rocking of the part. It’s in this scenario I’d recommend the use of a laser scanner to determine if the part requirements are met. As you’ve already established the datum is established by taking the datum feature and placing it in contact with the datum feature simulator, the fact that your high point is dead center of the part and causes rocking doesn’t change this.
There are some instances where the inspection equipment fails us. It’s in this scenario where quality assurance can open processing paperwork to allow for a fit check of the hardware to determine if, despite being unacceptable, engineering or production decides if the part is still able to be used.
If you have broad flat datums it’s always a good idea to apply flatness to your primary datum.
I hope this helps.
Cheers,
Matt
Hi, thank you for this good content!
For the sake of the question, I have a box where the bottom surface is datum feature A, and I want to control the parallelity of the top face of the box relative to A. Will the tolerance be measured relative to the “datum feature” or the “datum”?
Follow up question: if you are tolerancing a welded part without machined surfaces, i.e. the datum will NOT be identical to the datum feature, how do you go about it then? Should you always specify some flatness tolerance or similar to your datum? Or does it not matter because you measure from the datum feature, i.e. a simulated plane?
Hope my questions make sense.
BR,
Espen
Espen –
You might be getting caught up in the terminology of things.
Definitions:
Datum Feature – Something you can touch. A surface, cylindrical hole or boss used to establish a datum
Datum – A theoretical representation, a perfect point, axis or plane derived from a true geometric counterpart
Your datum is constructed by contacting the high points of your datum feature. The datum is the perfectly flat representation of your jagged datum feature. If you have two massive ridges on your part surface and the rest of your datum feature is perfectly flat, but at an angle to the ridges your datum is defined by those two massive ridges (this is also why it’s a good idea to add a flatness callout to your datum A if it’s a surface).
Parallelism is commonly measured by plopping your box on top of a granite inspection surface with datum A in contact with the inspection table. The table is your datum feature simulator and is representing your datum. When you add a dial indicator on a gage block you are still relative to the table and thus your datum. As you sweep the indicator over the top surface of your box, the difference between the highs and lows of your indicator reading is your parallelism error.
This was a long winded explanation to tell you that the parallelism requirement is relative to the datum. I think I got you sufficient answers to both your questions.
I hope this helps.
Cheers,
Matt
Hello,
Could you please explain to me what it means when you need to create reference system for CMM measurements with | A-B | C | D | datum system?
Datum A is created by two reference points A1 and A2. Datum B is one point below the A1 and A2 poinst. Datums C and D are different circle diameters.
Thank you in advance.
Regards,
Goce
Goce –
Your primary datum feature |A-B| is defined by two offset planes to create a single plane, these two planes should be located basically relative to one another and controlled with profile. A good example of this is Figure 4-22 of the ASME Y14.5-2009 spec. Your datums C and D are being used to further immobilize the part for inspection by constraining remaining degrees of freedom for translation and rotation. Without seeing your particular part I can’t say for sure which degrees of freedom are being constrained by which datum, but you should get the general idea.
I hope this helps. Feel free to check back any time with additional questions.
Cheers,
Matt
How to decide size of various GD&T .Is there any formula?For eg. concentricity 0.3 A.How value 0.3 is decided??For all gd&T types i want to know.Please help
Manan –
Wow, that’s a pretty open ended question. The truth is that we want to provide the loosest tolerances possible while still allowing for the functionality of the part. Tolerances any tighter than required result in more expensive parts that are difficult to make. As far as determining what controls and what tolerances to use, I can’t really provide a 1 size fits all equation or explanation.
Take a look at our GD&T Basics course and see if it’s a good fit for you. I’d also encourage you to read up on drafting principles as well. They go hand in hand with engineering.
I hope this helps.
Cheers,
Matt
Should basic dimensions for a position tolerance always originate from the datums referenced in the feature control frame?
AB –
Yes, a positional tolerance requires that basic dimensions be used to locate the feature back to your datum reference structure. Recall that basic dimensions have no tolerance, all of the tolerance is coming from your feature control frame. If your basic dimensions lead back to something other than the datum structure in the feature control frame it has no meaning, right?
I hope this helps clarify things. Cheers,
Matt
can we apply form tolerance to the flanges between datum targets..??
As per my understanding targets are selected blocks within the entire datum “A” (including uneven surfaces)
Please clarify
Chetan –
I’m not sure I fully understand your question. The application of a form control to a surface is completely independent of your datum targets. Datum targets are merely points, lines or areas defined on a part contour that is frequently too complex to lend itself to the standard datums like planes and axes. Your datum targets are best spread as widely as possible to provide for the greatest stability of the part during inspection and should be located with basic dimensions. Also, remember that a secondary and tertiary datum are required when a primary datum is established with datum targets. Lastly, recall that you can have a ‘normal’ datum like a plane or diameter and still make use of datum targets for either your secondary or tertiary datums.
I hope this helps. Good luck.
Cheers,
Matt
Hi,
Is there any standard procedure for how plane A should be defined, as you mentioned you can use a granite slab, 3 datum points(taken by a measurment machine) or Gauge pins. But in my opinion the placement of the theoretical plane A can differ quit abit between these three options.
If nothing is stated, is it free to use any of the options?
(hope you understand my question)
Best regards
Hans
Hans –
What you’re saying is that the simulated datum A that results from each of the different methods you described could be different? Yes, you are correct. Unfortunately you are talking about the application through the science know as metrology. Unfortunately, this is out of the realm of our experience. Our expertise is application of the standard to create a product drawing to define it for engineering purposes. I would welcome and encourage you to research this on your own and report back for the communities benefit.
Cheers,
Matt
Hi,
Thank you for quick respons, you did understand the question correctly. If anyone else know the answer I would appreciate an reply.
I have an simulare question regarding Datum B, which is defined by two points making a axis.
When you do not defined were this points should be on the drawing, is it up to the measurment opperator to just take two random points?
Or do they take alot of points along the line making a line between those points. Or can they even use an granite slab even in this case?
(even if this also might be, as you described it, at the realm of your experience mabye someone else here know the answer)
Hans –
It truly is up to the inspection technologist. You can work with the quality dept to develop an inspection plan that calls out what you want. If you are looking to specify exactly how the datum setup is to occur you might consider using datum targets. You can determine what type (point, line or area) as well as the shape if you use area (square, circle etc.)
It’s something that as a designer you need to be aware of. That being said, if you have a parallel requirement for example, there is no requirement for the number of points to be sampled and technically, 3 pts make a plane. In my experience though, I can’t imagine an inspector being that lax with his inspection methods.
I hope this helps. Cheers
Matt
Thank you for your help, very useful and easy to understand- helped with my coursework!
Gut Tag
Ich bin Yvonna Sarah Rienow ich bin aus Berlin in Deutschland.
Hi,
Thanks for a great site! I have a question about use of datum planes: I am designing a cuboid shaped part with a circular feature at the centre on one surface which is the functional interface so important, and it is tempting to create 2 perpendicular planes through what are the hole centre lines, to then dimension and tolerance everything to these central planes. As the centre planes are not physical surfaces, is this therefore bad practice and couldn’t be measured? If so what would be the correct method?
Many Thanks
Lee.
I am looking to lay down a maximumn imbalance requirement (say, 100 g mm / kg) across a shaft. I cannot find a good GD&T sign to use. What would you propose?
I have a situation Where the Datum Feature is a Boss/ Cylinder . This is a printed part much like a casting . The Tolerance of the printed part is Profile .020 to cad model . The DWG callout for the hole I have to machine is True position .010 to the datum. Using a CMM the roundness of the boss shows .016 . I believe the callout on the DWG is incorrect for several reasons . My customer is a very well known aerospace company. I would like to give them several examples of why their DWG callout is incorrect . I would very much appreciate any input from you
Tony –
What don’t you believe is correct? Based on what you are describing your customer wants you to locate the tolerance zone for the hole at the precise center of your boss (datum). It doesn’t sound as though they are controlling perpendicularity very well, but then I don’t know the intricacies of the design. If you have a specific question you feel like you can’t accurately describe here, feel free to email me the drawing at and I’ll take a look.
I hope this helps. Good luck.
Matt
I am being instructed to put a MMC modifier on a datum (drilled hole feature). Whether the hole is under-sized, or over-sized, the datum defines an axis, which doesn’t have an MMC. I can’t see the usefulness or logic to this; is it even allowed?
Rick-
The only time you are allowed to use either the MMB or LMB modifier next to a datum is in the feature control frame. In the 2009 version of the standard they changed it from MMC/LMC to MMB/LMB for clarity purposes, the meaning remains unchanged. If you are being instructed to apply the MMB/LMB symbol next to or with the datum identification symbol (where the datum is first called out for a feature) then that is wrong, it has no meaning per the standard. If you’re looking for clarification of what MMB/LMB mean in the context of the datum reference frame let me know, we can have a brief chat.
Hope this helps,
Matt
Matt,
I shouldn’t have mentioned that there was a hole pattern, It confused the question.
How do I tolerance Just A B & C when they are shown as Boxed Basic Dimensions? They are stand alone, not
connected to any other feature. My thought is that they should not be boxed.
Kim –
Tolerance the datums to what? What are you trying to do with them? Knowing whether the datums are planes or features of size impacts the controls that can be applied to them. How to tell the difference?
Datum surfaces have the datum leader line attached either directly to the surface or as part of an extension line NOT inline with with a dimension. Datums that are features of size in this case will be directly in line with the dimension associated with two parallel opposed elements.
Knowing in advance that your part has holes in it that are toleranced with position, your part has to have basic dimensions from A, B and C to these holes. The datums are essentially determining the start of the world, not the end of it.
These statements assume that your datums are 3 mutually orthogonal planes and that no other datums exist.
Datum A: It’s the start of everything, the only tolerance you can apply to this surface is a flatness control
Datum B: You can control form (flatness, straightness) irrespective of datum A and orientation (angularity and perpendicularity) to datum A
Datum C: You can control form (flatness, straightness) irrespective of datums A/B and orientation (angularity and perpendicularity) to datums A/B
I encourage you to email me at with a pdf of your particular part so I can help you further. I can’t help but feel that I’m not adequately explaining what’s going on. Sorry, I’m a visual person.
I hope this helps clarify things.
Cheers,
Matt
I have a square part 3.00mm x 3.00mm with a thickness of 1.00.
There are two sets of holes with GD&T attached to them.
Datum -A- is the 1.00 thickness (Centerline) and Datum’s -B- and -C-
are to the width and length (Centerlines). All of these Datum’s
are boxed dimensions w/two place decimals. The only feature control frames are for the
bolt patterns. What do I use to tolerance my Datum’s or is this drawing incomplete?
Kim –
A point of clarification, are your datums to the features of size or are they to individual surfaces? Regardless, you don’t have to have a a feature control frame associated with your datums. We typically recommend for stability purposes that for a mutually orthogonal datum reference frame you have a flatness control on your primary and perpendicularity controls on your secondary and tertiary datums.
With regard to your holes that have an associated feature control frame. Those boxed (or basic) dimensions are theoretically EXACT dimensions from your datum reference frame. Basic dimensions do NOT have any tolerance directly associated with them. All of the tolerance for your feature (the holes) is coming from the feature control frame. The value in the FCF is your tolerance zone. It is defining a cylindrical zone that the axis of your holes must lie within. Because you have A B and C referenced in the feature control frame the cylinder must be oriented perpendicular to A and basically located from B and C (hence the basic dimensions).
Remember that your datum structure is really telling how to set up and inspect the part. First datum A must come into contact with the inspection equipment, then datum B and finally C. It is from the intersection from these 3 planes that features using geometric controls are basically dimensioned.
I hope this helps. I had to make an assumption or two based on your description of your part. If I’ve missed the mark feel free to reply or send me a pdf of the part to
I also encourage you to check out GD&T Fundamentals Course. We have 29 individual lessons on the topics you need to know. Each lesson varies between 10 and 30 minutes long and comes with an skill evaluation quiz to assess your progress.
Cheers,
Matt
Hi,
I am trying to make a checking fixture for a flange. In my situation I have a surface which is datum A. Datum B is a pin which is perpendicular to surface A (RFS). Datum C is one of the eight holes located on surface A. I want to make a fixture where I can measure the position of the eight holes which depends on the datums A B and C. The diameter of the flange is only 4.5″ and the pin 2.4″. Does anybody have suggestions for the design. I know I have to clamp datum B by means of a chuck but I want to gauge the position of holes at the same time.
Thanks.
Lnoord –
So the thing about functional gages is that they are either a ‘go, no-go’ they don’t tell you anything about what the position/perpendicularity etc. actually is. To do that your best bet would be to find someone with a CMM and see if they can’t help you out.
Depending on your particular design you could specify Datums B and C at MMC which would allow you to determine the virtual condition of each datum to use in your gage. This would allow you to slip the part onto the gage and again determine ‘go, no-go’. Send me a pdf of your particular situation to with a bit more of an explanation of what you are trying to do and I’ll see if I can’t help you out.
Cheers,
Matt
I want to ask a question regarding the placement of Datum Indicators and what it means when placed where it’s placed (probably covered here but I’ll ask anyway in hopes of clearing this issue up). Regarding cylindrical parts/features (think tube), I understand that a Datum Indicator placed on the dimension line makes the axis of the tube the datum for that feature. A Datum Indicator placed on the surface of the tube specifies that the OD of the tube is the datum. What differentiates the 2? Why call out an axis as a datum vs. the OD of the tube…don’t they essentially mean the same thing? This is where my confusion lies, when to use 1 vs. the other and how does the placement of the Datum Indicator affect inspection (axis vs. OD of the part as the datum). Can someone explain the differences so I can understand it better? I’ve done a lot of optomechanical design so was placing the Datum Indicator on the dimension lines, making the axis the datum, on a consistent basis and have never using the OD or surface as the axis when it comes to tubes. There’s obviously a difference and a purpose or there wouldn’t be a rule for both and I’m assuming it’s more for inspection purposes but really want to know what the differences are and whne to use one method vs. the other.
Thank you!
Mike –
I think you’re mixing concepts here. With regard to calling out datums it makes no difference where you have your datum in line with the dimension of size and connected to the diametral leader line or touching the surface. The net result is the same, your physical datum feature simulator is always going to be a sleeve (or a hole in a block/plate) for the part that you are describing. This will also always result in a simulated datum of an axis.
Where it does matter is in regards to the straightness control. If the feature control frame is associated with the diametral size tolerance then the straigthness of the axis is being controlled and rule #1 is overridden (i.e. perfect form at MMC is no longer required). It is only if the straightness control has a leader line pointed at the surface of the cylinder/pin whatever that the surfaces is being controlled.
If you happen to have a copy of the 2009 standard flipping between Section 5.4.1 and Section 3.3.2 (including Fig 3-4) should help clarify any additional confusion that you may have.
Let us know if this addresses your question, we’re happy to help.
Cheers,
Matt
Thanks for this blog, I have a question regarding critical dimensions, can we have 3 critical dimension at the same time? (OD, Wall thickness and ID) ?
Thanks,
Katya –
I’m not entirely sure I know what you mean by ‘critical’. Can you explain further?
Matt
what is the difference when datum placed directly on surface of the cylindrical part and placed on diameter dimension.
similarly what is the difference when GD and T placed directly on surface of the cylindrical part and placed on diameter dimension
For datums, a cylindrical feature is referencing the theoretical axis of the cylinder as the datum axis both when placed on the feature and the diameter (while using the physical feature of the cylinder as your physical datum). Now for the Form GD&T feature control frames and symbols, such as circularity the the control is on the surface of the cylinder itself.
When we measure the distance from a datum line- 6 dia hole to the axis of a hole 15.1 /15.2 dia. 40 mm long – the distance being 80 +/- 0.2 critical dimension in a welded assembly , am I to take hole dia. from either end of the bush and average it or insert a shaft thru the hole take dimension on the shaft near the assembly datum and arrive at the distance. A practical issue with the manufacturer in checking method. Please advice.
I’m not entirely sure I follow what you are getting at. Is there a position requirement on the holes? What is the basic dimension between holes, is it the 80? The general formula for determining the manufactured positional tolerance vs that on the drawing is 2*square root (Delta X^2 +Delta Y^2). Where Delta X and Delta Y are the differences between the drawing and the produced part (e.g., [ 3.5 – 3.5432]).
The best way to measure the distance between holes (other than CMM) is to use a special set of calipers with cylindrical/conical tips specifically for your hole size (http://www.bestool-kanon.co.jp/english/products/v43.html).
I hope this helps.
Cheers,
Matt
can we, consider a primary datum of two high points of planer surface?
No, think back to geometry. 3 points define a plane. At a minimum you need 3 points, ideally spaced apart as far as practical to define a planar datum. Hope this helps.
Cheers,
Matt
Hi,
Does placing a datum on a dimension represents the datum is the centerline of that datum? Even if not a diameter.
Eg: Let’s take the “On an Axis” sketch, but the part is not cylindrical, instead it’s a square profile bar. Dimension 10 is distance from one side to the other. Datum A is places on the dimension, just like now, but referred to a length not a diameter.
In this case, will A be the middle plane of the bar?
https://dl.dropboxusercontent.com/u/11379284/GDnT_A_datum.png
Jordi –
You are correct. Placing the datum symbol on the opposite side of a dimension arrow indicates that the datum is the centerplane (or axis for cylindrical parts) of the associated dimension. You got it right.
Cheers,
Matt
Hello,
Can someone please let me know what does it mean when measuring inside diameter of piece of metal there is hole dimension followed by symbols GG?
Thanks
Abe
Abe –
Can you attach a picture? I’m really not clear as to what you are referring to.
Thanks,
Matt
GG stands for “Gaussian”, which refers to the mathematical method of averaging all measured points on a circle shape and draw a perfect circle based on that. The resulting diameter of that averaged circle is the gaussian value of your diameter. Another way to measure a diameter would be according to the “envelope” principle, which would take either the minimum or maximum inscribed or circumscribed circle – depending on the requirement (read: functionality in practice) of that diameter.
maybe I can explain better. ione end of the fiberglass duct is controlled by datums A-B-C
all trimmed edges have a + or – .030. the holes themselves are controlled by A-B-C also.
after trimming of the part let say it trimmed .030 short. do the hole locations now come from end of trimmed part or do they still come from A-B-C which is .030 from the trimmed part.
thanks
tim
Tim –
Based on what you’re saying everything is still held to datums A-B-C. The fact that the end of the duct is trimmed is irrelevant. The datum reference frame with the referenced datums is telling you in what order to set up the part on the inspection table and to measure everything that calls out those datums in that particular order with respect to that framework.
The only way you would then be measuring from the trimmed end is if that surface was given a datum, lets say D, and then have D called out for the position of the holes.
I hope this helps.
Cheers,
Matt
I am having some problems with our Q.A. dept. they have just enough understanding to not know what they want.
we have hollow duct type parts with a tolerance on end trim of + or – .030 then hole callouts of .028 true position from AB&C
problem is Q.A. thinks that the trimmed edge becomes the datum and the hole is measured from that and is held to the true position of .028.
can you exslpain in a way that I can convay to them what the book means
thanks
tim
Tim –
I’m not positive I have your datums right, but it sounds as though the untrimmed side of your duct (I’ll call it the left side) is one of your datums. Now, one way or another all dimensions have to have a tolerance, either thru traditional dimensioning or geometrically. If the right hand side of the duct has a tolerance of +/- .030 relative to the right side and the hole has a positional tolerance of dia .028 relative to that same datum then the total tolerance between the right side of the duct and the hole would be the nominal distance +/- ( .030 + .014 = .044 ). This is of course assuming that both the right side of the bracket and the hole are based off of the same datum structure.
The easiest way to solve this argument is to examine the drawing and determine where datums A, B and C (or whatever) intersect and make a pen mark. This is ‘the start of the world’ for this part from which all measurements are to be made. All dimensions that define the size, location, orientation or form of part features that use these datums in the feature control frame that make up this reference frame must be basic and must tie back to it somehow.
The only scenario that would result in what your QA is saying is if the right side had a datum attached (D, L, whatever) and the feature control frame for the hole called out that new datum. Otherwise, your interpretation is entirely correct. All measurements must be made relative to the defined datum reference frame.
I hope this helps. Feel free to keep the questions coming.
Cheers,
Matt
When welding a part and creating a datum, what would be the best way to do so?
For example, a metal box with one side open as the A datum, due to the part having holes where it will obviously be anchored to the mating part. It’s constructed of sheet metal and the flange with the slots is the base as well as the A datum.
What is the best way to make the box as well as the best way to inspect it? We have differing views and an objective view would be some help.
Thanks,
Larry
Larry –
So this is something that comes up a fair amount in my industry with our avionics thermal covers and raceway covers. I’ll try to keep this from getting too long-winded, but here goes.
Your part is a simple box shape, like a UPS box with the flaps opened 180 deg from the closed position. Cut two of the flaps opposite one another off with a box cutter. The remaining flaps are your mounting surface and have your mounting holes in them. Because these ‘flaps’ represent your primary mating surface it’s still appropriate to consider them as your datum A. However, in a front view of the box (flaps extending left and right) you need to connect the two surfaces with a broken line and specify that datum A is comprised of 2 surfaces ( [ A ] 2 surfaces ). Now, normally you would add a flatness tolerance to improve stability of the part during inspection. However, since this is a special case where the two surfaces aren’t connected physically to one other you need to control the co-planarity between the two surfaces. This can only be done with a surface profile control (see Fig. 4-23 and 8-14 of the ASME Y14.5-2009 standard). From here, you can start grabbing edges, surfaces and holes to further define your datum structure and complete your part. Holes can still be controlled using basic dimensions, surfaces can still be controlled using orientation and profile controls etc.
Now, because this is sheet metal and probably welded (I’m guessing) you may want to go so far as to specify that measurements of the box are to be made in the restrained condition using 8x #10-32 fasteners torqued to 45 in-lbs or whatever your particular part uses. This mimics the actual application of your part where your required tolerances would actually apply. If the part ‘springs’ somewhat in the free condition, meh, no big deal. All we care about is that the part works and fits into the assembly. Lastly, keep in mind that the tolerances you are calling out apply to the finished part. So, excessively tight tolerances could potentially cause issues due to warping from the welding processes. Unfortunately, this is one of the drawbacks of using welded sheet metal assemblies.
As far as from an manufacturing perspective, I’m probably not the best person to answer that as I’m a design engineer and don’t have a broad base of experience to draw upon to speak knowledgeably about. If anyone else on the forum has a metal fabricating background feel free to join in the conversation.
I hope this helps. We’re always interested in continuing a solid technical dialogue with the community! Keep those questions and comments coming.
Cheers,
Matt
Thanks Matt, I appreciate your answer.
You must be wright, that GD&T as a engineering language, tells us the dimension and the relation between dimension one must attain, that can be proved only after inspection.
As a product Engineer , whenever i go through drawings ( castings or machined) and after reviewing various call out Tolerance.
My first thought is how to machine it , what should be the set up process, Do i need to machine in same set up– in order to maintain XYZ dimension.
My worry is that, how machinist will make himself assure that , i am confident enough to maintain so and so GD&T Parameters
after machining, i guess he will not keep a second thought in his mind and machine the part, and wait for results only after inspection. Because sometime Raw material covers 80% of the cost
probably, i need to had some conversation with couple of machinist and find out what’s their approach towards machining.
Keep posting your thoughts…!
Regards
Manish
Manish –
You seem to be thinking along the same lines as I am. Based on what the part is and the geometric constraints placed on it I could make some educated inferences as to the machining sequences. Again, your best bet is to consult with your company machinist, or if you have serious concerns contact a machine shop in your area that is likely to get the work. They’r usually quite forthcoming with advice. They don’t like getting drawings with ridiculous requirements any more than us engineers like hearing about them mis-drilling holes.
Here are some things I would consider when setting up the G code for milling or turning. This is not meant as a comprehensive list or a how-to guide. In my mind these just represent items to consider before beginning. To any machinists out there please jump into the conversation and correct me:
1. What is the least expensive piece of machinery I can make this on? 5-axis, 3-axis mmill etc. so I can free up the more complicated and expensive machines for jobs that are more difficult and more likely to earn revenue for the company.
2. Do I need to multiple setups in order to machine the part, or can I set it up and mill the entire thing at once without removing it.
3. Is time a concern? If so I’d like to minimize the number of tool changes.
4. I would mill the primary datum reference frame first, whatever that may be. If that isn’t good there isn’t any point in continuing.
5. Next, I would start machining the more critical and tightly held tolerances for features, if I mess up and have to start over I’m not out the machining and operator time on easy features.
6. After this I would proceeds to the easy stuff that is loosely held.
7. Then, I would go over with a final pass to achieve any final dimensions and achieve surface finishing.
8. Material finish: Hard anodizing, chemical conversion coat etc.
9. Installation of nutplates, rivets, helicoils, press fit pins etc.
10. Part marking and final inspection
11. Customer delivery.
Hope this gives you a starting point for a conversation. Best of luck.
Matt
HOW should i approach on machining after i see all datums on drawings.
what are the key things one must take care before start of machining
One of the biggest misunderstandings about GD&T is that it somehow specifies how a part should be machined. This is not true, the GD&T on a drawing is specifying how a part should be inspected and the requirements that it must meet during inspection. How the part is machined is really up to the machinist. In general, processes for machining or fabrication should NOT be specified on a drawing unless it is a critical/special application. This allows the machinist the greatest flexibility during manufacturing.
I’m an engineer by trade and have a somewhat limited knowledge of machining. So my idea of which operations should be performed first may not align with what a machinist says.
This probably wasn’t the answer you wanted to hear. Best of luck though!
Cheers,
Matt
Excellent site and information. This really helps explain GD&T specifics to our design engineers. Thank you !!!!!
what is Y in ASME y14.5?
ASME Y14.5 – 2009:
ASME – American Society of Mechanical Engineering
Y14 – ASME Standards Committee (Engineering Drawing and Related Documentation Practices)
.5 – Sub Committee (Dimensioning & Tolerancing)
2009 – Year of approval/release
You’ll commonly see ASME Y14.5M – 1994 where the M stands for ‘Metric’.
Appreciate your reply Matt..
Does “Y” stand for any specific word ?? (Expansion of ‘Y’ ?)
Hello Tijo,
The Y does not stand for any word. It is simply a letter designation that organizes the standards (for instance there are piping standards with B and other with A) Not really sure why ‘Y’ was used though.
I have a hunch that ‘Y14’ means
Y-why
14- The 14 basic GD&T (Form, orientation, Location, Profile & Runout )
Question – I am in a constant struggle with coworkers over correct use of GD&T. I have taken many training classes in GD&T and consider myself somewhere between proficient and expert. I am being held to an internal procedure which requires datums on unfinished models be generated as planes only (ie the axis of a bore must be created as a plane). The justification is that the software allows you to turn off “copy datum planes” when merging parts into higher levels so that the datums may be referenced in the model hierarchy (ie datum a,b & c in a casting may be referenced in a semi finish…). The software does not allow you to turn off “copy datum axis.” In my, over a decade, of experience I have never come across such a struggle, and at that, such a bootleg way of applying GTOL. My fear is that with the ever going trend of modelcentric environments (that is, environments that effectively skip the use of dwgs) coupled with our desire to outsource all of our machining, we are heading down a slippery slope with such poor modeling practices.
I guess I am looking for others views on this subject, as well as any thoughts for winning the argument.
With modelcentric environments, there does not need to be solely datum planes used. In fact, it should make it easier to use features as datums. I am not sure how you would use all plane datums on something like a crank shaft or a ball bearing. What they may be pushing for is to use the datum reference frame as the basis. This is where you have a 3D frame setup that can capture all of the degrees of freedom and convert this to the typical 3 plane system. You still have axes for features, however they conform to a static 3 plane, when you constrain all degrees of freedom. The image below shows 3 datums – A,B,C.
You can see that the primary datum A would lock Y, u and w. Then B would lock Z and X. Finally C would lock the last rotation DOF (v). It would be just as if you had a all surface datums using the 3-2-1 rule. This is a farily simple example, but if you are locking down all 6 degrees of freedom with your datums it should always be the same.
What do you think?
Actually, I believe it should be that A locks Y,u,w; B locks Z and v; C then locks X.
One more comment about your axis system and it’s location. The actual point of origin from the datums as you have them would be a point at the bottom and center of cylinder B. The planar axis for B intersects plane A at plane A, not above it. The planar axis for C intersects planes A and B and creates the point of origin for the axis system. This point can only be in one place. While you could say B and C are both points being the end points of the cylinders, the planes they create still only intersect plane A at one point. Which has to be on plane A. So your axis should really be coming out of the bottom of the cylinder where you have it placed, not on top of it. This is how an axis system is located from the intersecting planes. Three co-perpendicular planes intersect in one point. This creates the origin and then you align your axis to the planes. Normally, for purposes of CMM measurement, X and Y are on the bed of the CMM table. Z is always vertical, or height above the table. That defines the MCS (machine coordinate system). A part can have it’s locating axis anywhere and be oriented on a CMM in any fashion that facilitates best measurement method.
Hello Lyle,
We are not getting into the datum reference frame in this example, we are merely showing how a datum is called out on a drawing to control a feature of size. This is an isolated example and we only cover the intricacies of the datum reference frame in our course. Yes the origin would be located at the bottom of the part – however in the example we use for this image the datum A is actually the top of the part and it makes it a little confusing due to the graphic.
Good eye to point this out!
Hello Lyle,
Actually B could not lock v since it is an axis about v and thus could not control the rotation of the part. C does indeed lock X, however since datum B is there, it is already locked prior and would not be re-locked. C would only control the final rotational degree of freedom after A and B are in place.
Good questions though!
Why is there a diameter modifier in your example of a perpendicularity control frame?
When perpendicularity is applied to a cylindrical feature of size (like a hole) you are controlling an axis within a cylindrical tolerance zone. The tolerance zone size is specified as a diameter. Be sure to check out our Perpendicularity page for more information.
Can a datum surface have a flatness callout?
Actually Yes – it is quite common for a primary surface datum to have a flatness callout. This helps to secure the part for measurement and avoid a wobbly part.
Datum feature need to be qualified. So we maintain form control in datum features
GD&T Questions
It is usually necessary to control datum features on the drawing in order to control
a. Runout, Orientation and Form
b. Runout, Orientation and Location
c. Form,Orientation and Location
d. Runout, Form and Location
Runout is the controlling of an
a. surface b.axis c.Centerplane D. Axis or surface
With Runout, when the geometric tolerance is smaller than the size tolerance of a feature, runout controls
a. Only form of the surface
b. only coaxiality and form of the surface
c. The form, Orientation and coaxiality of the surface
d. c. The form, Orientation and coaxiality of the axis
Correct answer please
I’m sorry – We aren’t going to answer homework questions on here.
The perfect reply for the imperfect question on these circumstances
Hi,
Datum feature reference not used for form tol normally. First question answer is B
Second Runout is control of surface
Third question answer is A
When referring to “On a point or hole axis – 4. Shown on the side view by denoting the axis”, can the datum be positioned on the centreline of the hole on the side view?
Or does it have to be placed on a dimension referring to the diameter of the hole on the side view?
No – a datum may never be positioned on the centerline of a feature. Typically a center line is the center of more than one feature, and this would be ambiguous. The datum must be placed in one of the few ways shown in the diagram. Either on the hole, on the Feature control frame, or on an extension/leader line.
Can u please explain what is difference between, all A,B,C same meaning?
Placed directly on the hole – Example A in the above drawing
Placed on the leader pointing to the hole – Example B
Placed on the feature control frame itself – Example C
We are just showing different types of features and how you call the datums on a drawing. Datum A is different in each picture.
They are all acceptable ways of depicting a Datum in ANSI y14.5 2006.
They are all saying the exact same thing.
Looking at your example figure of “axis control”, if that were a width of pocket rather than a diameter, would the datum be the side of the pocket or the centerline axis of the pocket?
It depends on how the datum is called. If the datum is placed directly on the flat surface of the pocket – your datum feature would be the surface. However if the datum is called out on the dimension or dimension arrows, you would be referencing the entire feature of size and thus the midplane of the feature. In the examples above, since you are referencing a hole (which is a feature of size), you would be referencing the hole axis.
Should unused datums be removed from a drawing? Is there a reference to this issue in Y14.5M?
I do not believe there is a requirement to remove unused datums – It is merely a standardization topic.
This site is so useful, I use it pretty much every day at my R&D job. As an ME intern, I never got taught this stuff in class (or haven’t yet) so it’s extremely useful.
Thanks – we are glad to help!
Consider a plate whose bottom surface is interrupted by a keyway that is centered on the front surface and runs through the entire length of the part. Which of the following datum examples is more appropriate for the drawing when the entire collective bottom surface is the intended datum?
A single datum shown on the bottom surface to one of the sides of the keyway in the front view. Some may interpret this as only half the bottom surface (it probably literally should be).
A single datum shown in the side view where the bottom surface is not shown interrupted. This may imply the bottom surface is one collective datum but seems possibly sneaky.
Two datum’s shown in the front view, one to the left of the keyway and one to the right, both on the bottom surface. Any control frames related to the bottom surface would be called out as …[A-B][secondary datum][tertiary datum]
I bet this is a fairly nitpicky question but any thoughts are appreciated. I have gravitated toward the last option. I’m curious how others see interpret these things.
With an interrupted surface, it’s common to put a 2X (or however many discrete surfaces are created by the interrupting feature) in front of the form tolerance that points to the Datum Feature to explicitly say they’re both part of the Datum Feature.
Use the CF symbol, it means continuous feature. Use it in the front view where the surface is broken by your key way.The implication is that both sides are one continuous feature.
Thank you for your web site, here
I found the most simple and excellent
Information about gd&t from all the sources that I checked
Thanks for the kind words we are glad we can help!