Comparing Profile Tolerancing Methods
by Crystal Bemis on September 15, 2025.
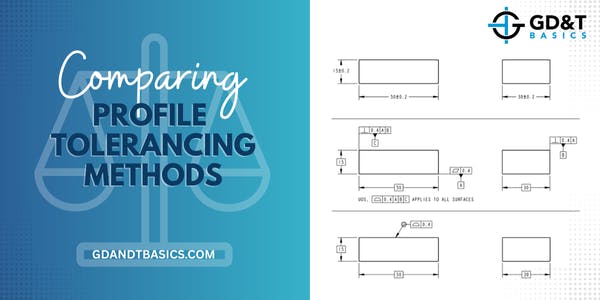
Jason compares three profile tolerancing methods and explains which option he would recommend.

Jason compares three profile tolerancing methods and explains which option he would recommend.

In this question line video, we explain when to use the diameter symbol in a feature control frame. The examples below illustrate the unique tolerance zones shapes and sizes for position, perpendicularity, straightness, runout, and cylindricity controls.

Controls a surface or axis at exactly 90° to a datum. Squareness has a formal definition in GD&T, and this is it.