
Ever wonder how surface finish is measured? For inspection, we use a device called a Profilometer. In this article, we will show you how profilometers work and highlight their advantages and limitations.
What is a Profilometer & Why is it Used?
A profilometer is an instrument used to measure the profile and surface finish of a surface. On a small scale, surfaces can be composed of a series of peaks and valleys with varying height, depth, and spacing. Subtle differences in these features determine if the surface feels smooth or rough, looks matte or glossy, can form a seal, or is suitable for a wear surface. In industries where mechanical parts are produced, surface roughness or surface finish requirements are commonly specified on technical drawings, and profilometers are used to verify that the requirements have been met.
Types of Profilometers
Profilometers come in many shapes and sizes, but they can be divided into two basic types – contact and optical. Contact profilometers measure surface profile by physically tracing the surface with a stylus. In contrast, optical profilometers use reflections of various types of light to measure surface features in a line or area. Operating methods, capabilities, limitations, and typical applications for contact and optical profilometers are discussed in detail below.
Contact Profilometers

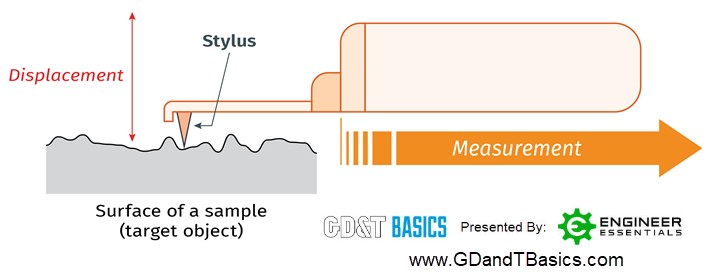
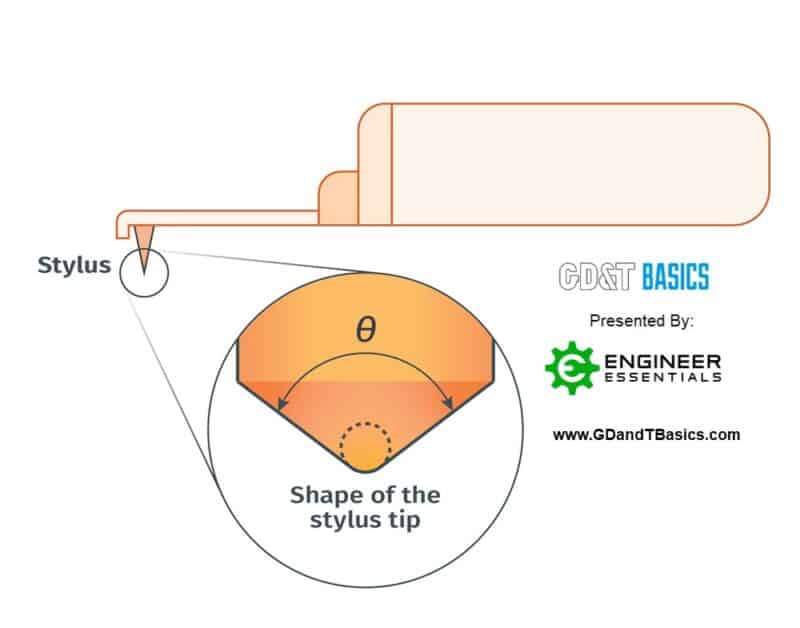
Contact profilometers measure surface profile by lightly dragging a stylus across the surface. The tip of the stylus rides in a line across the surface, moving vertically over the peaks and valleys. Changes in the stylus’ height are registered electrically and tracked against position as the stylus moves, creating a measured profile. Stylus tips are conical, with a spherical radius on the bottom. The cone angle and tip radius determine the smallest features that a stylus can trace. Stylus tips are typically made of hard, wear-resistant materials such as diamond or sapphire.
Handheld contact profilometers are commonly used in machine shops for measuring surface finish on machined parts. These instruments are placed on the workpiece to be measured, and the stylus is traversed automatically at rates somewhere around 1 millimeter per second. Tip radius for handheld profilometers can be as small as a few microns, and they can accurately measure Ra down to 0.005 µm and Rz down to 0.02 µm. This type of instrument is frequently available with several measurement ranges, depending on the smoothness of the surface to be measured.
Contact profilometers have many advantages. For example, they are not as sensitive to dirt and oil as their optical counterparts, and their accuracy is not dependent on surface optical characteristics. They are also less costly than optical profilometers, but they do have a few limitations. Stylus tips can create scratches in soft material, especially when measurements are repeated. Over time, stylus tips wear and need to be replaced. A worn stylus tip or scratched material can result in inaccurate profile data.
Optical Profilometers

Optical profilometers include 1-D, 2-D, and 3-D profiling devices. These devices use light to measure features on a surface, and their operation can be based on a number of different principles, including optical interference, use of confocal apertures, focus detection, and pattern projection. Despite the breadth of this group of instruments, they share points of commonality. Optical profilometers are relatively large instruments that consist of a light source, optical lenses, and image sensors. They require the surface to reflect the light being used, so many of these instruments will have trouble measuring translucent or highly reflective surfaces. Also, for the reflection to accurately characterize the surface, it must be free of debris and contaminants such as dirt, water, and oil. Since light travels very quickly, measurements can be taken faster than with contact profilometers. With some instruments, millions of readings can be collected in seconds, making it practical to model a relatively large area’s surface topography.
Selecting a Profilometer
Selecting the correct profilometer for your application can seem like a daunting task. The first step is to determine which parameters you are interested in measuring, the approximate range of those parameters, and the required measurement accuracy. Next, the size and shape of the surface to be measured must be considered. Finally, the number of measurements and cycle time for each measurement must be taken into account.
There is no “one size fits all” solution. For example, a machine shop that occasionally manufactures large parts with varying Ra or Rz requirements may be best served by a handheld contact profilometer with a large measuring range. In contrast, a semiconductor manufacturing plant may prefer to integrate an optical profilometer into their processing line or inspection cell.
Profilometer Brands
Below is a list of some commonly available profilometer brands, along with links to their respective websites. You will note that most manufacturers of optical profilometers require registration on their website before range and accuracy data can be downloaded.
Mitutoyo manufactures contact profilometers.
Taylor-Hobson manufactures a wide range of contact profilometers and non-contact profilometers.
Bruker manufactures both Stylus and Optical profiling equipment.
Zygo is a manufacturer of 3D Optical Profilometers.
Polytec also manufactures optical profilometers.
Key Take-Aways
- Profilometers are used to measure surface roughness or surface finish.
- Contact Profilometers use a stylus to measure one point at a time.
- Optical Profilometers use reflected light for measurement, and some can measure multiple points simultaneously.
- All profilometers are not the same, be sure to select one with the measuring range and features best suited to your application.
Sources:
Keyence Surface Roughness Technical Guide: https://www.keyence.com/mykeyence/?ptn=001&gclid=Cj0KCQiAtOjyBRC0ARIsAIpJyGOxsUrwVPABft8RBi8pIldjSGWzWEy-Eypnhz3B3uERQfwtPHl20_MaApgTEALw_wcB&k_clickid=967d6efe-0e0b-48ad-8f98-e9b3b78199d3&aw=google-kaenvk-sitelink
https://www.keyence.com/ss/products/microscope/roughness/equipment/line_01.jsp
https://www.pce-instruments.com/us/measuring-instruments/test-meters/profilometer-kat_162617.htm
https://www.keyence.com/ss/products/measure/select/application/shape_profile.jsp
https://www.nanoscience.com/techniques/optical-profilometry/
https://www.zygo.com/?/met/profilers/
Interested in learning more about GD&T?
Learn GD&T at your own pace and apply it with confidence in the real world.
Click Here For More Information