

In the Question Line video below, Jason compares the use of functional gages and CMMs for inspection and discusses benefits and drawbacks of each.
We recently received a question from a student, asking if functional gages are only used when you do not have access to a Coordinate Measuring Machine (CMM). The short answer to this question is, “no.” Below, we give a brief overview of each and discuss decision factors regarding their use.
Coordinate Measuring Machines (CMMs)
A Coordinate Measuring Machine (CMM) is a machine that uses probes to take point measurements of a surface. The point measurements create point clouds that represent the surface and can be analyzed back to the print’s feature control frames. CMMs can be used on any number of parts, as long as the parts fit within the CMM, but they must be programmed to each part drawing. They can inspect very closely to the standards and calculate things that manual inspection cannot, such as checking simultaneous requirements and complex surfaces.
Functional Gages
A functional gage is a gage that is created based off of the functional intent of the part, relayed in the part’s drawing. Functional gages are made to simulate the datum structure of the drawing. These simulated datums can either be stationary or expanding in size, depending what the feature control frames indicate about the datums. A functional gage can inspect parts quickly and will give a pass or fail on the inspected part.
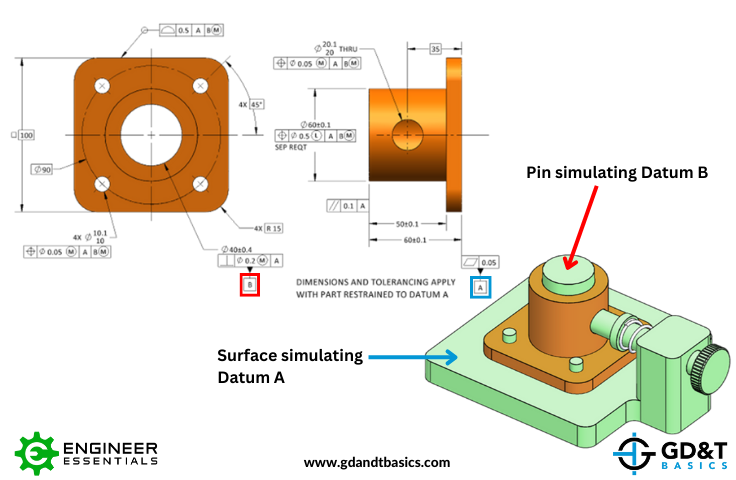
Below is an example of a functional gage. The gage is represented in green, and the part being gaged is represented in orange. Datum Feature A on the drawing is the bottom surface of the orange part. This is simulated by the flat surface of the green gage on which the orange part is sitting. Datum Feature B on the drawing is the inside diameter of the part, creating Datum axis B. This is simulated on the gage with a stationary pin that is the size of the virtual condition of that feature. The location and size of the other features on the part are also represented on the gage.
A functional gage can only inspect the part that it was created for, but it can inspect several of those parts very quickly. It will tell you whether or not a part passes inspection, but it will not give you error values.
Summary
Cost, timeline, and tool availability all come into play when deciding what inspection type to use.
To answer our student’s question, functional gages are not used only when CMMs are unavailable. There are pros and cons to each, and even when there is access to a CMM, many times a mix of functional gaging, CMMs, and manual inspection is used.
The one-page GD&T reference that you will use every day
A visual breakdown of every core GD&T symbol and what it controls, all on one page. Bookmark it. Print it. Actually use it.
Download the Chart