
The video below is in response to a question that we received on our question line from Jeff. Jeff asked us if concentricity is always equal to half of the runout value.
ASME Y14.5 defines concentricity as the requirement where the derived median points of all diametrically opposed elements must align with the axis of the datum feature. Diametrically opposed means on the opposite side of the circle, or 180 degrees apart. The median of a pair of diametrically opposed points can be found by connecting the points with a line and then choosing the midpoint of the line. To measure concentricity, we need a minimum of three derived median points for each circular cross-section that will be evaluated. However, common CMM practice is to use several more median points to ensure that the concentricity is accurately characterized. For example, if we want six median points, we would need to choose six pairs of points on the diameter of the cross-section, with each pair separated by 180 degrees. A perfect circle would have all the median points directly on the center axis of the circle. In the real world, we will not have a perfect circle, and the median points will be distributed in the area of the datum axis. The concentricity value for a given section is the smallest circle centered on the datum axis that can encompass all the median points evaluated for that section.
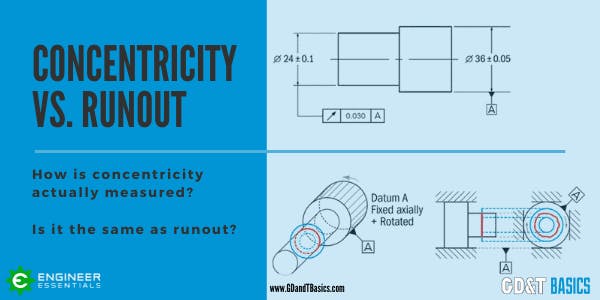
Concentricity tolerances are specified for a cylindrical surface. The feature control frame for concentricity includes the diameter symbol, so we know that we will be working with a cylindrical tolerance zone centered about a datum axis. To measure concentricity of the cylindrical surface, various sections along the length of the cylindrical surface will be evaluated, and all must have the median points falling within the allowed cylindrical tolerance zone. The concentricity value for a cylindrical surface is the smallest diameter cylinder that is coaxial with the datum axis and encompasses all of the median points for the entire surface.
Total runout is measured by rotating the part 360 degrees around the datum axis and using a dial indicator to see the variation on the part surface. The runout value is equal to the maximum variation in the surface. Runout inherently controls circularity and concentricity because the total variations of these two geometric errors contribute to the total amount of indicator movement.
Machinists often use runout measurements as an indicator or “sanity check” for concentricity. However, the two values do not have a direct mathematical relationship. As outlined above, the concentricity value relies on two points 180 degrees apart on the same cross-section, while the runout value is comparing the most extreme variations detected across an entire surface without regard to the angle between them.
Check out the video below answering Jeff’s question regarding Concentricity vs. Runout.
If you are interested in learning more about GD&T?
We can help!
Click here for information about our GD&T Courses
Very informative and useful lesson. The lesson was effective because it compared / contrasted two different tolerance types. This helped clarify both simultaneously. Thank you.